1. Các nguyên nhân sinh ra ứng suất khi hàn
a) Do nung nóng cục bộ và bị hạn chế dãn nở của các phần tử hàn.b) Do sự co ngót khi kim loại mối hàn đông đặc.
Ví dụ: khi hàn mối hàn giáp mối có vát mép (chữ V, U) do kim loại nóng chảy tập trung nhiều ở vát mép, nên khi kết tinh sinh ra biến dạng góc (hình 62).
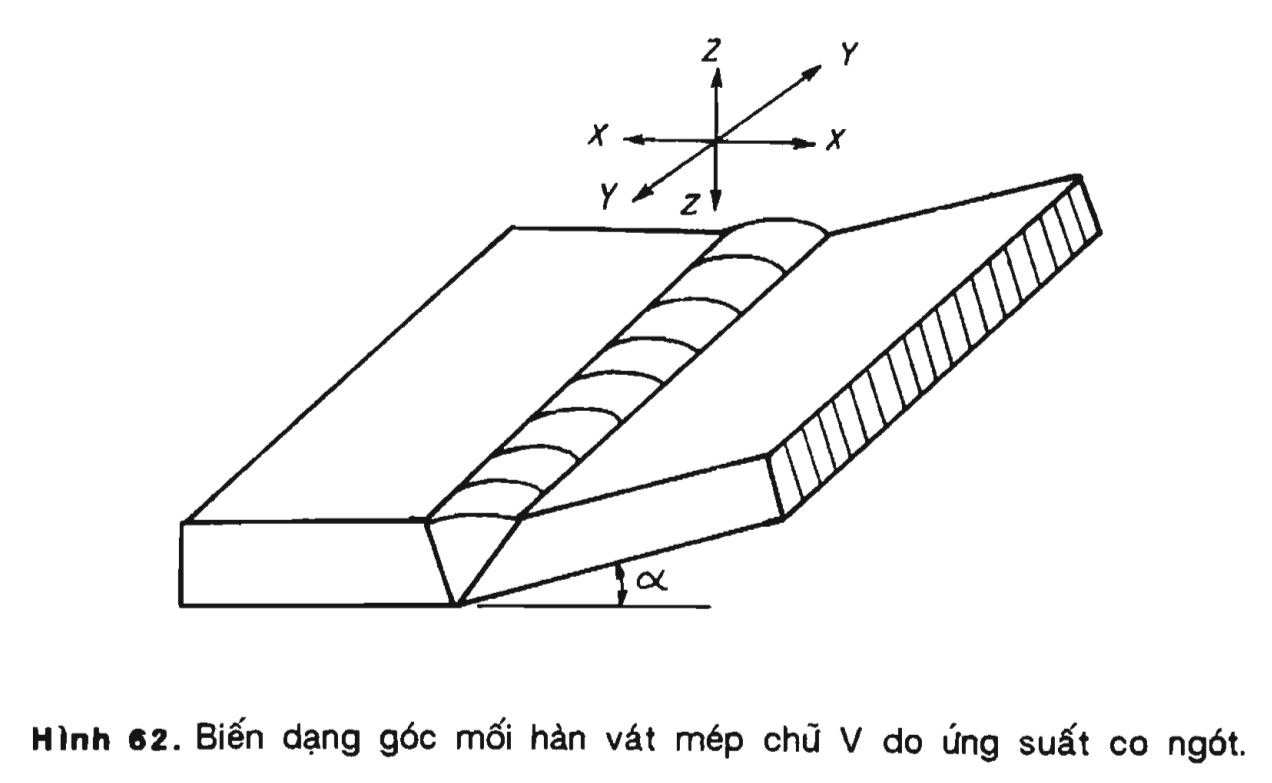
Trên hình 62, cho thấy khi đông đặc ở mối hàn xuất hiện các hướng co ngót sau: theo phương ngang X - X theo phương dọc Y - Y và theo phương thẳng góc Z - Z và biến dạng góc a.
Đối với co ngót theo phương sự dãn nở nhiệt của kim loại X - X cơ sở là nguyên nhân chính (chiếm từ 90 - 95%), chỉ còn khoảng 5 ÷ 10% là do sự co ngót khi đông đặc của kim loại que hàn.
Sự co ngót dọc Y - Y tương đối nhỏ khoảng 0, 1/0 0,3mm/m chiều dài mối hàn (với mối hàn góc có thể đến 0,6 mm/m); nhưng ứng suất theo phương này sinh ra lại lớn.
Sự co ngót theo phương Z - Z không thấy rõ đối với các mối hàn thông thường.
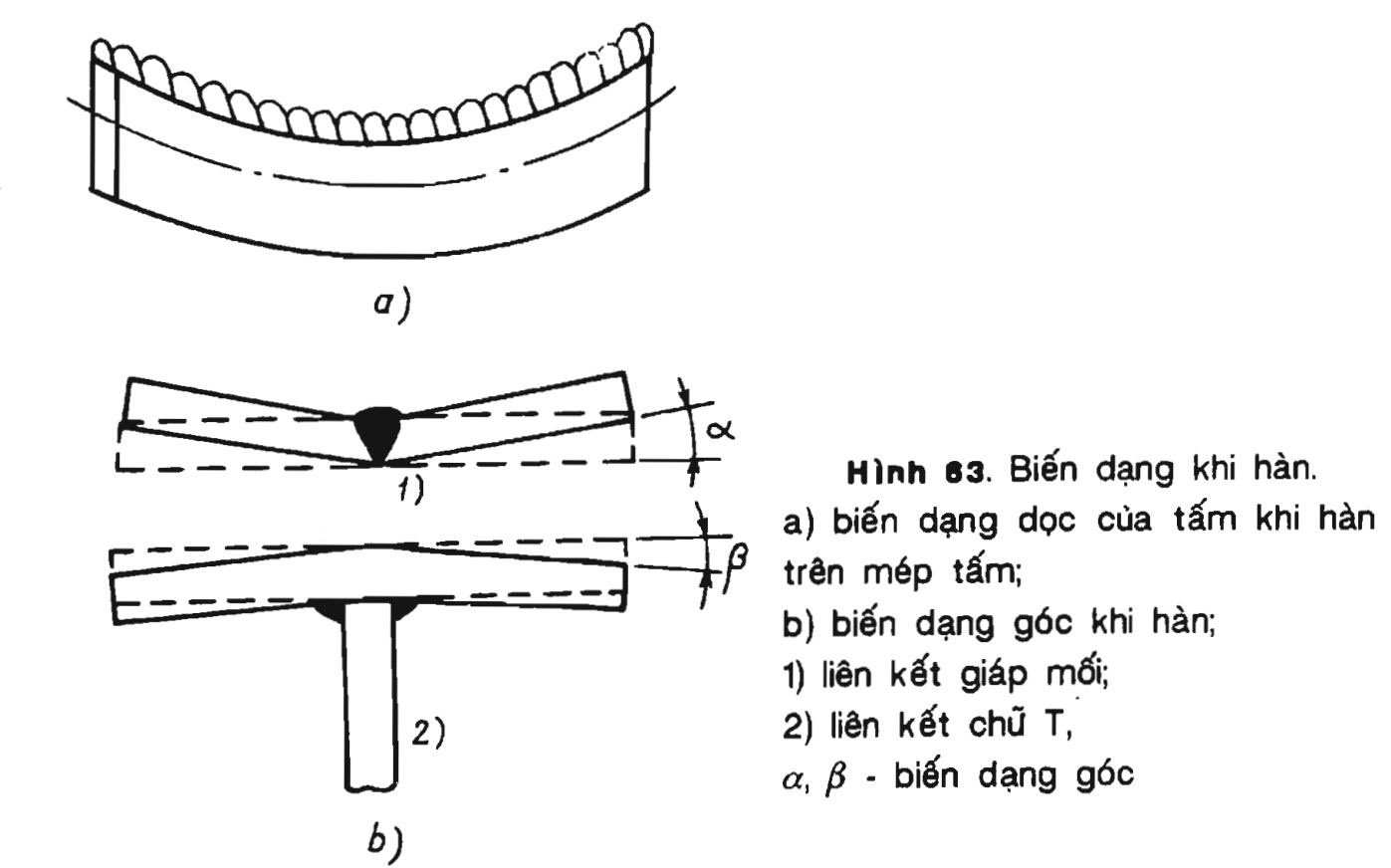
Sự co ngót góc hoặc sự biến dạng góc phụ thuộc vào dạng mối hàn, phương pháp công nghệ, chiều dày vật hàn.
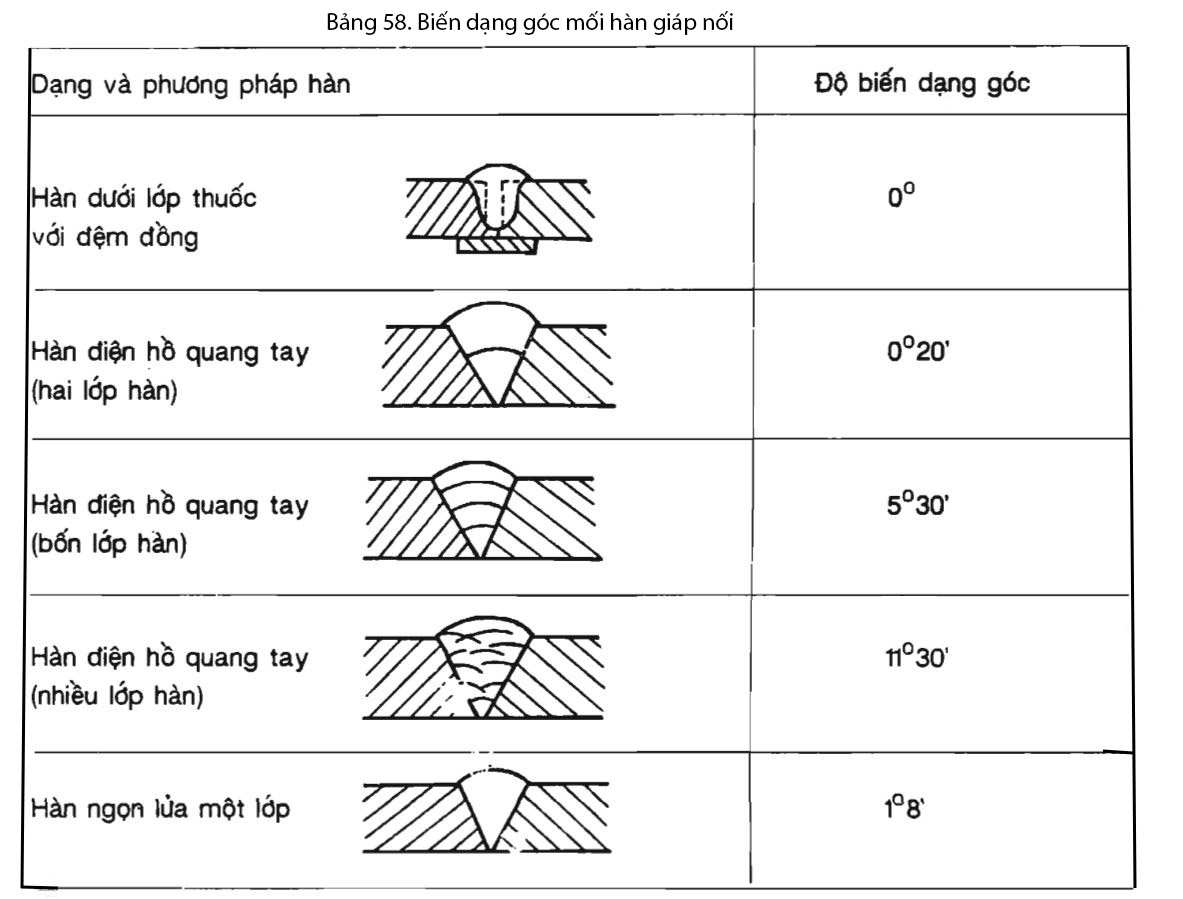
Bảng 58 cho thấy biến dạng góc của mối hàn phụ thuộc vào phương pháp công nghệ và dạng liên kết hàn (hình 63).
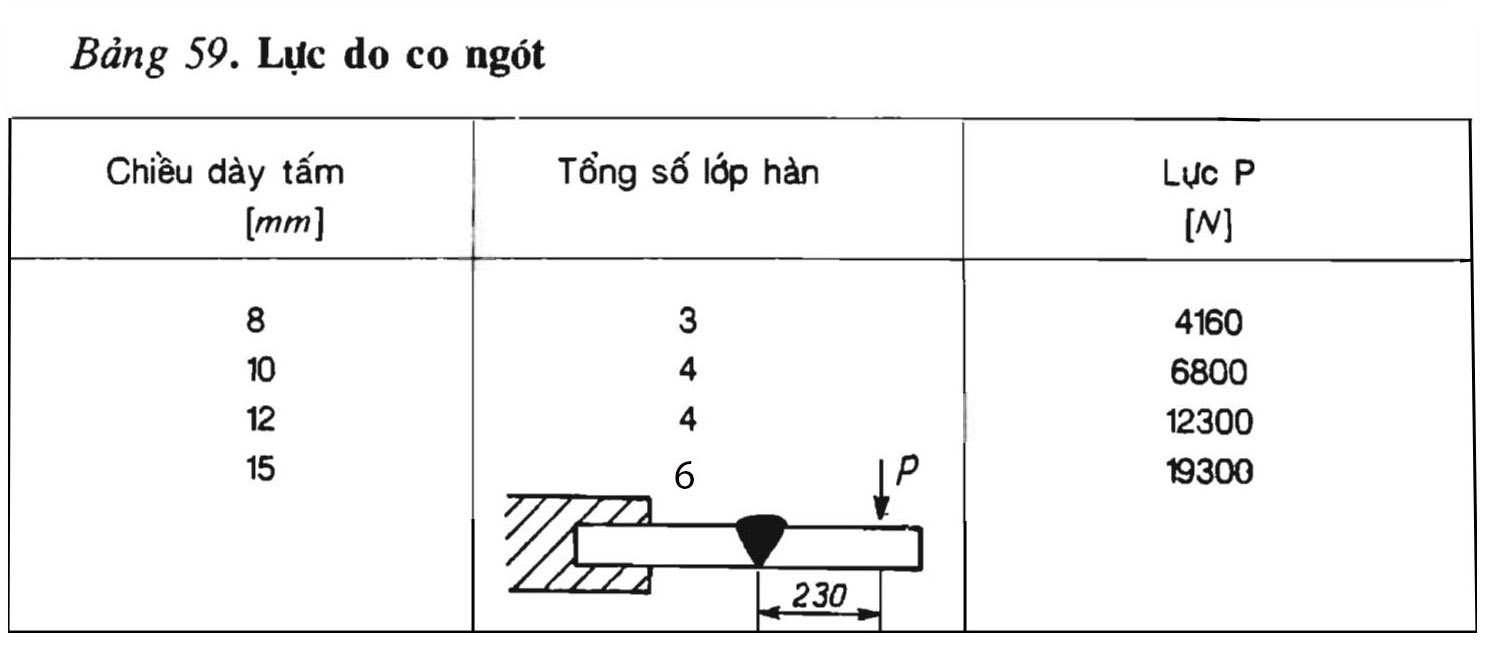
Để chống lại lực co ngót góc, cần phải tác dụng một lực P (bảng 59).
Đối với co ngót theo phương sự dãn nở nhiệt của kim loại X - X cơ sở là nguyên nhân chính (chiếm từ 90 - 95%), chỉ còn khoảng 5 ÷ 10% là do sự co ngót khi đông đặc của kim loại que hàn.
Sự co ngót dọc Y - Y tương đối nhỏ khoảng 0, 1/0 0,3mm/m chiều dài mối hàn (với mối hàn góc có thể đến 0,6 mm/m); nhưng ứng suất theo phương này sinh ra lại lớn.
Sự co ngót theo phương Z - Z không thấy rõ đối với các mối hàn thông thường.
Sự co ngót góc hoặc sự biến dạng góc phụ thuộc vào dạng mối hàn, phương pháp công nghệ, chiều dày vật hàn.
Bảng 58 cho thấy biến dạng góc của mối hàn phụ thuộc vào phương pháp công nghệ và dạng liên kết hàn (hình 63).
Để chống lại lực co ngót góc, cần phải tác dụng một lực P (bảng 59).
2. Ứng suất hàn
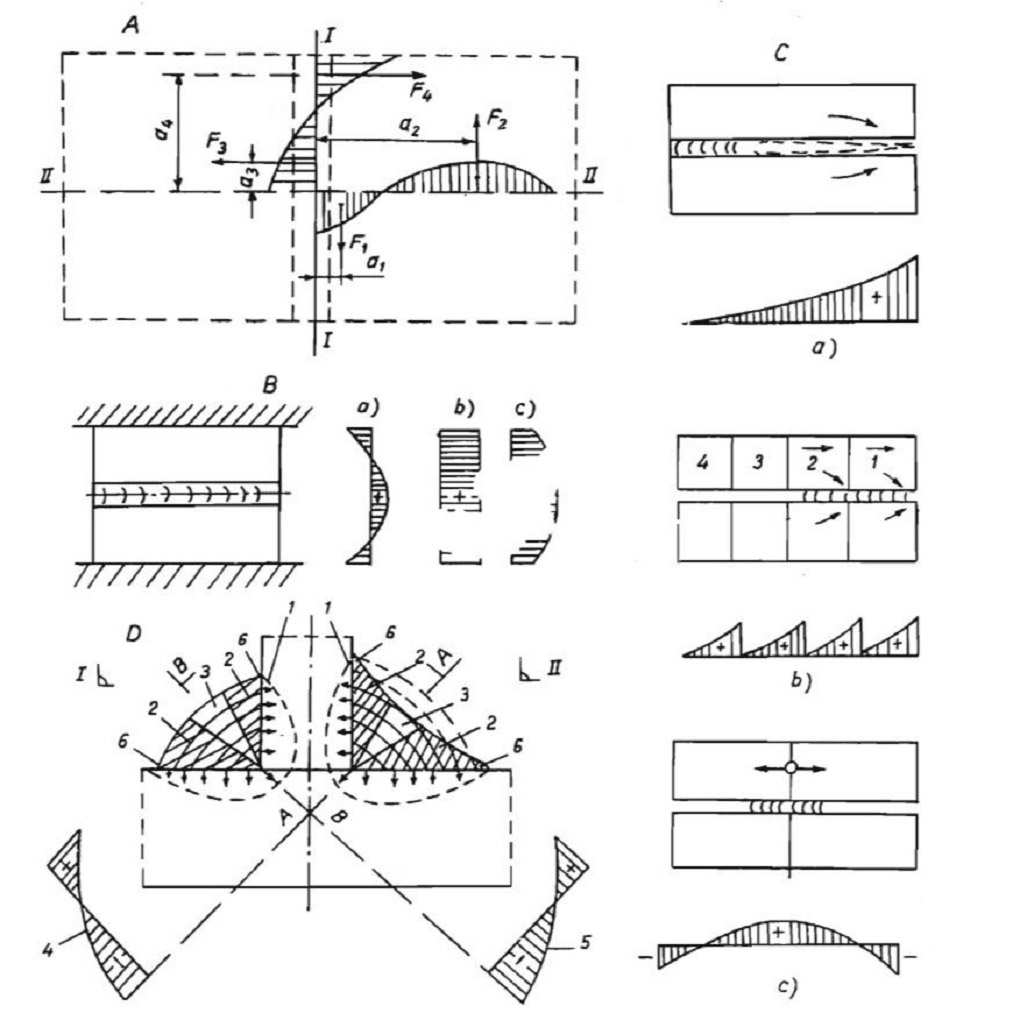
Do dạng mối hàn khác nhau và kỹ thuật hàn khác nhau mà sự phân bố ứng suất do hàn sinh ra ở các phương cũng khác nhau. (hình64).
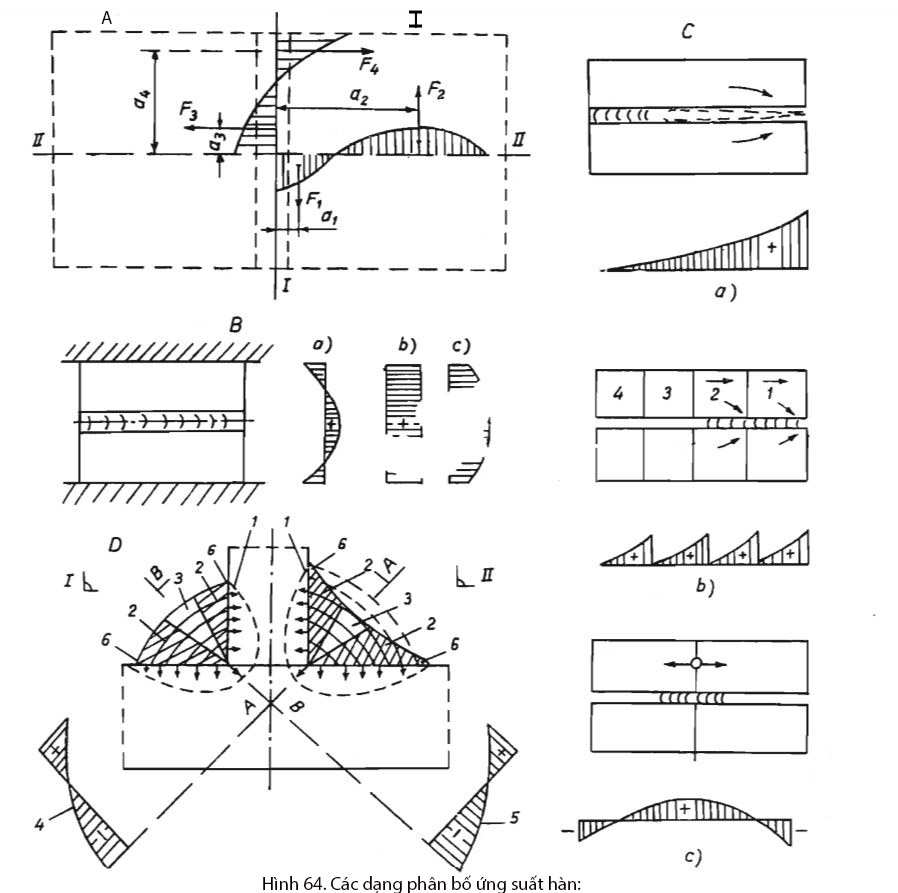
A. Sự phân bố ứng suất mối hàn giáp mối theo phương dọc và ngang.
B. Sự phân bố ứng suất hàn theo phương ngang của mối hàn bị kẹp chặt (a); ứng suất do sự kẹp chặt (b); ứng suất tổng hợp (c);
C. Sự phân bố ứng suất hàn. a) do hàn một lần liên tục; b) hàn gián đoạn; c) hàn từ giữa.
D. Sự phân bố ứng suất hàn góc theo hướng AA, BB:
1. Vùng đẳng nhiệt;
2. Vùng đông đặc sớm;
3. Vùng đông đặc sau cùng;
4 và 5. Sự phân bố ứng suất của hai dạng tiết diện đắp;
6. Hướng truyền nhiệt.
B. Sự phân bố ứng suất hàn theo phương ngang của mối hàn bị kẹp chặt (a); ứng suất do sự kẹp chặt (b); ứng suất tổng hợp (c);
C. Sự phân bố ứng suất hàn. a) do hàn một lần liên tục; b) hàn gián đoạn; c) hàn từ giữa.
D. Sự phân bố ứng suất hàn góc theo hướng AA, BB:
1. Vùng đẳng nhiệt;
2. Vùng đông đặc sớm;
3. Vùng đông đặc sau cùng;
4 và 5. Sự phân bố ứng suất của hai dạng tiết diện đắp;
6. Hướng truyền nhiệt.
