1. Sửa chữa thanh truyền
Thanh truyền hay còn gọi là biên, tay biên là một bộ phận trong động cơ đốt trong của xe máy, thanh truyền kết hợp với tay quay (khuỷu) biến đổi chuyển động tịnh tiến của pít tông thành chuyển động quay của trục khuỷu và ngược lại. Khi động cơ hoạt động thanh truyền phải làm việc với tải trọng cao cho nên lâu ngày có sẽ xảy ra mài mòn và biến dạng.
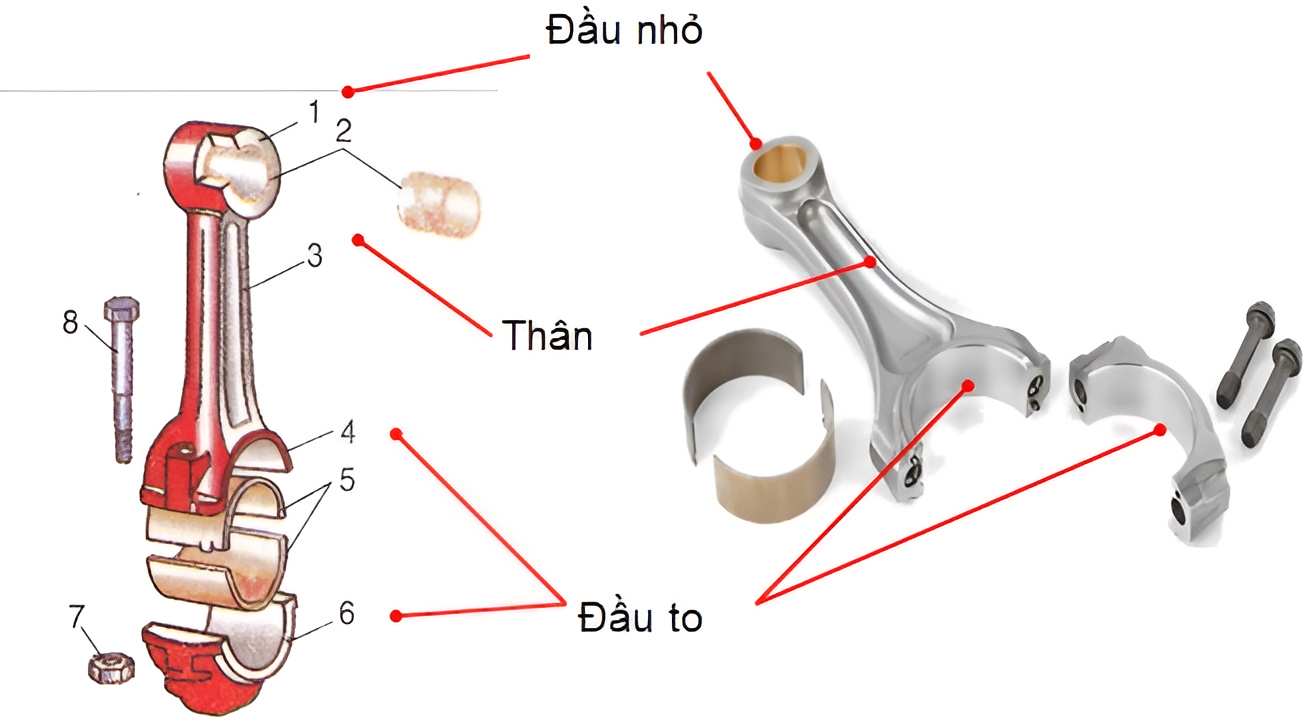
Cấu tạo của thanh truyền
1.1 Độ mài mòn và biến dạng xoắn của thanh truyền
Đầu to của thanh truyền thông qua vòng bi để nối với chốt khuỷu (cổ trục gá), đầu nhỏ thông qua chốt pít tông để nối với pít tông. Thanh truyền chịu áp lực qua lại do pít tông truyền tới, đó là một trong những linh kiện truyền lực chính của động cơ.
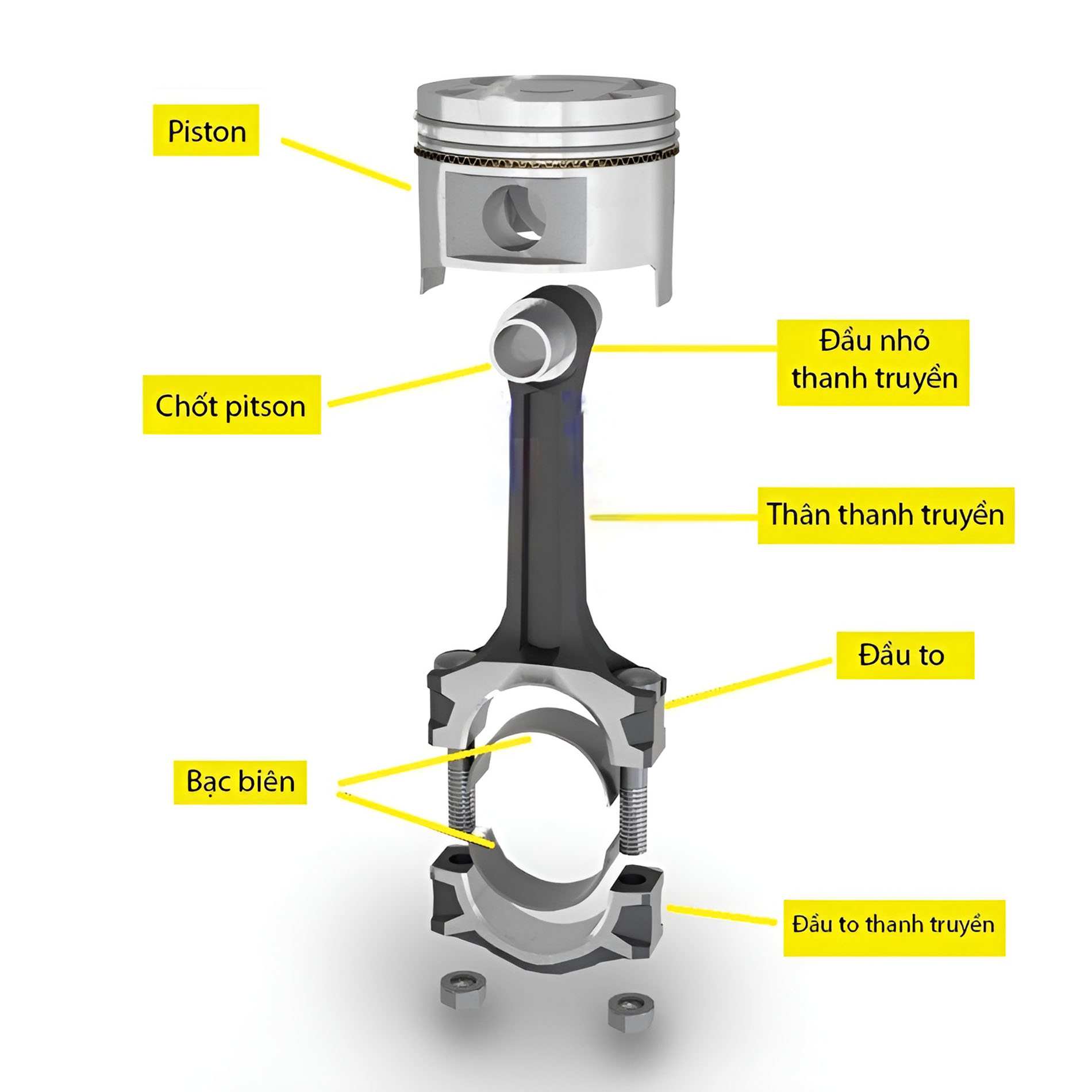
Thông qua đầu nhỏ và đầu to, thanh truyền sẽ kết nối và truyền lực giữa pít tông và trục khuỷu
Do vậy, đầu gá to và nhỏ đều rất dễ bị mài mòn, mà phần thân của thanh truyền cũng rất dễ bị cong và biến dạng xoắn. Sau khi bị cong và biến dạng xoắn, cường độ của thanh truyền sẽ bị giảm, mức độ biến dạng xoắn càng nghiêm trọng hơn. Có thể làm cho sự lắp ghép pít tông với xi lanh có sự thay đổi, khiến cho pít tông và xi lanh bị mài mòn theo chiều dọc. Ngoài ra còn có thể làm cho pít tông tạo ra sự chuyển động bất ổn trong xi lanh, từ đó phát ra tiếng kêu không bình thường.
Do vậy, khi các tham số có liên quan của thanh truyền vượt quá giá trị quy định thì phải tiến hành sửa chữa hoặc thay thế. Điều kiện kỹ thuật của thanh truyền trong một số động cơ xe máy như bảng 3-8.
Do vậy, khi các tham số có liên quan của thanh truyền vượt quá giá trị quy định thì phải tiến hành sửa chữa hoặc thay thế. Điều kiện kỹ thuật của thanh truyền trong một số động cơ xe máy như bảng 3-8.
| Loại xe | Độ song song trên đường trục của 2 lỗ (đo trong 100mm) | Độ lệch tâm 2 lỗ (đo trong 100mm) | Độ tròn của 2 lỗ |
| CJ750 | 0,06 | 0,10 | 0,004 |
| DF-BM201A | 0,03 | 0,05 | 0,003 |
| XF250 | 0,03 | 0,05 | 0,003 |
| NF125 | 0,03 | 0,10 | 0,004 |
| JL-CJ50 | 0,02 | 0,03 | 0,0025 |
| Mô tô phân khối nhỏ | 0,025 | 0,04 | 0,0028 |
1.2 Kiểm tra và điều chỉnh độ cong và biến dạng xoắn của thanh truyền
Đầu gá to của thanh truyền không song song với đầu gá nhỏ trên đường trục gọi là thanh truyền cong. Đường tâm trục không cùng nằm trong một mặt phẳng gọi là xoắn. Vừa cong vừa xoắn gọi là biến dạng xoắn.
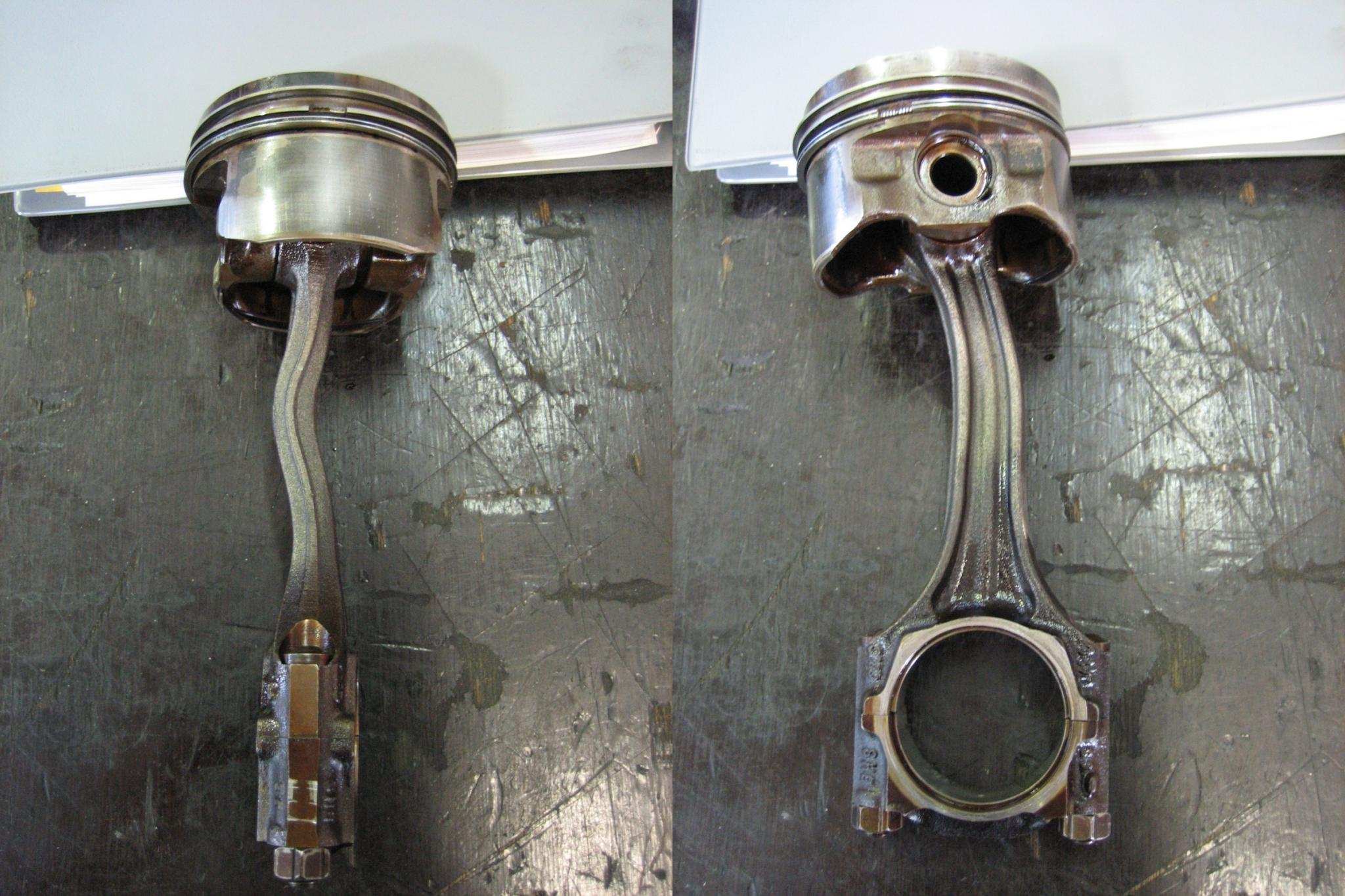
Hình ảnh thanh truyền bị biến dạng xoắn
1.2.1 Dùng thiết bị kiểm tra thanh truyền để kiểm tra độ biến dạng của thanh truyền
Cấu tạo của thiết bị kiểm tra thanh truyền và phương pháp kiểm tra như hình 3-11.
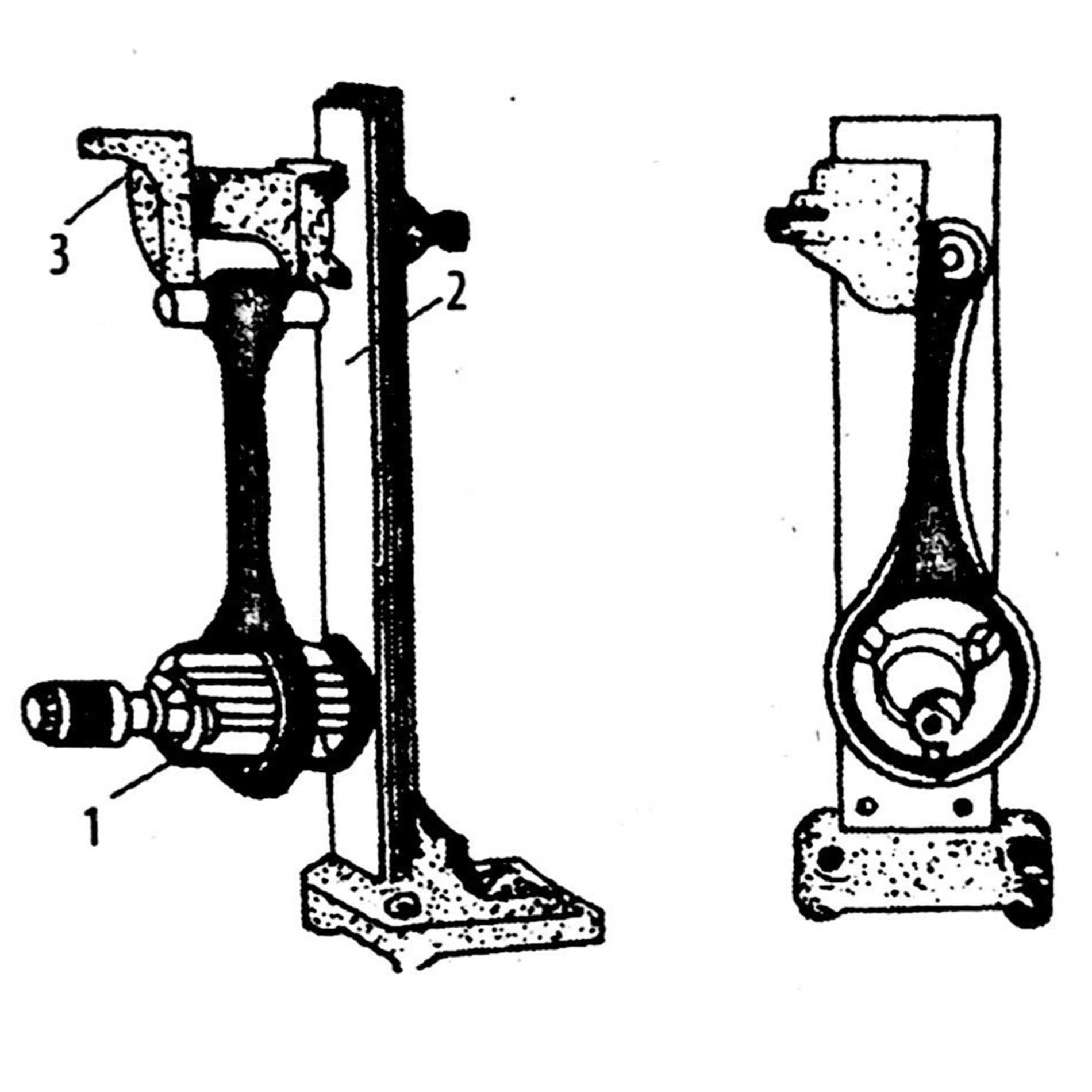
Hình 3-11: Kiểm tra độ biến dạng của thanh truyền bằng thiết bị kiểm tra
1 - Trục gá bung; 2 - Ống đứng; 3 - Tấm sắt V
1 - Trục gá bung; 2 - Ống đứng; 3 - Tấm sắt V
Có thể cố định trục gá bung lên ống đứng, đồng thời có thể di chuyển từng nấc lên hoặc xuống. Khi kiểm tra, trước tiên lắp chốt pít tông vào vòng đệm thanh truyền đã khoan sẵn (phương pháp khoan vòng đệm xem trong phần lắp chốt pít tông), sau đó lắp đầu to thanh truyền lên trục gá bung của thiết bị kiểm tra. Xoay cần điều chỉnh, miếng định tâm sẽ bung ra ngoài, làm cho thanh truyền cố định trên máy kiểm tra. Sau đó di chuyển tấm sắt V xuống dưới, để cạnh đáy của tấm sắt tiếp xúc với chốt pít tông, vặn chặt ốc bắt tấm sắt này, sau đó dùng thước đo độ dày để đo khe hở giữa cạnh đáy tấm sắt và một cạnh bất kỳ của chốt pít tông là có thể biết được hướng và kích thước cụ thể của thanh truyền cong.
1.2.2 Dùng phương pháp vạn năng để đo độ biến dạng của thanh truyền
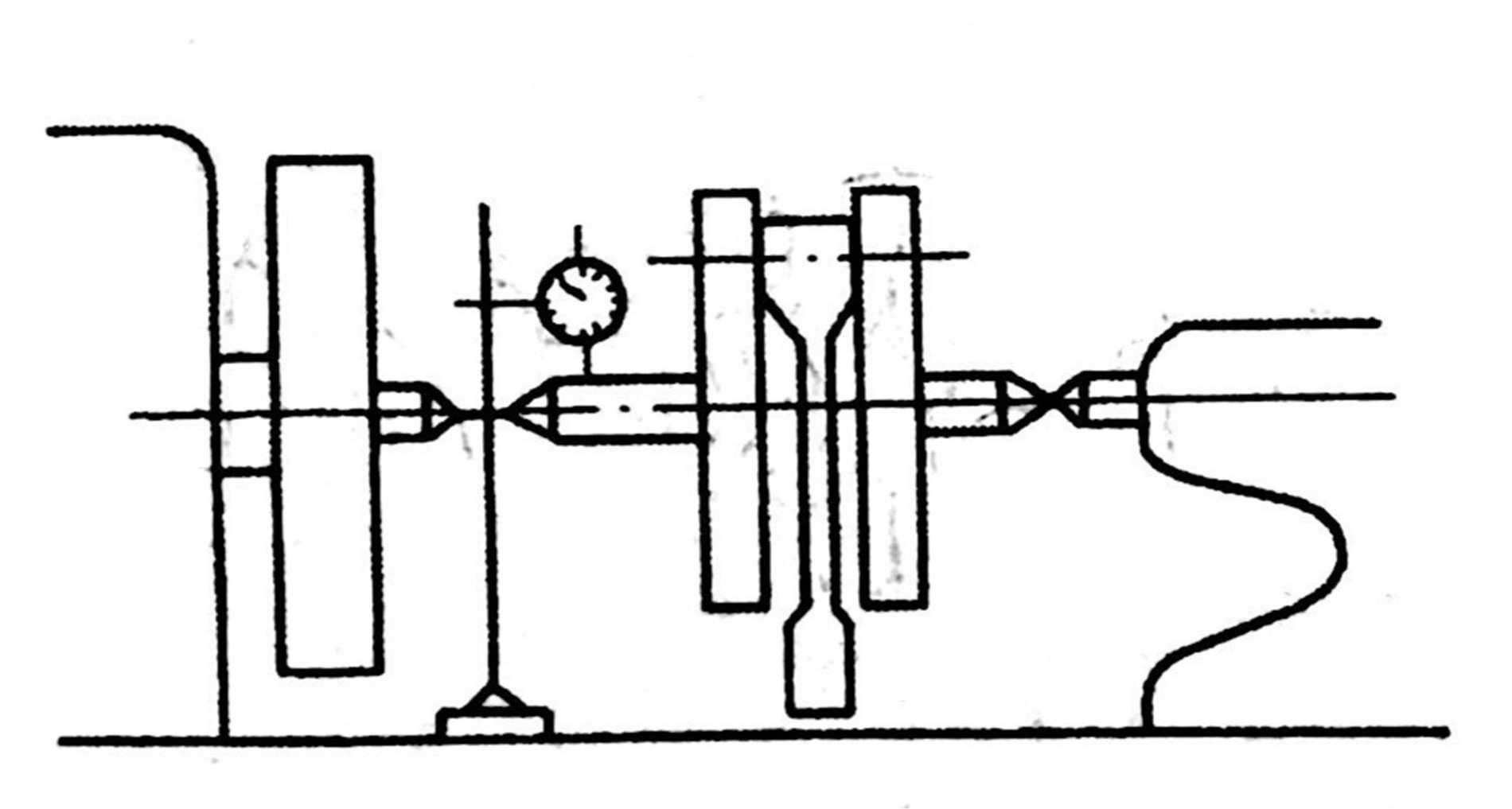
Nếu không có thiết bị đo thanh truyền chuyên dụng thì có thể dùng phương pháp vạn năng để thay thế, phương pháp cụ thể được tiến hành như hình 3-12.
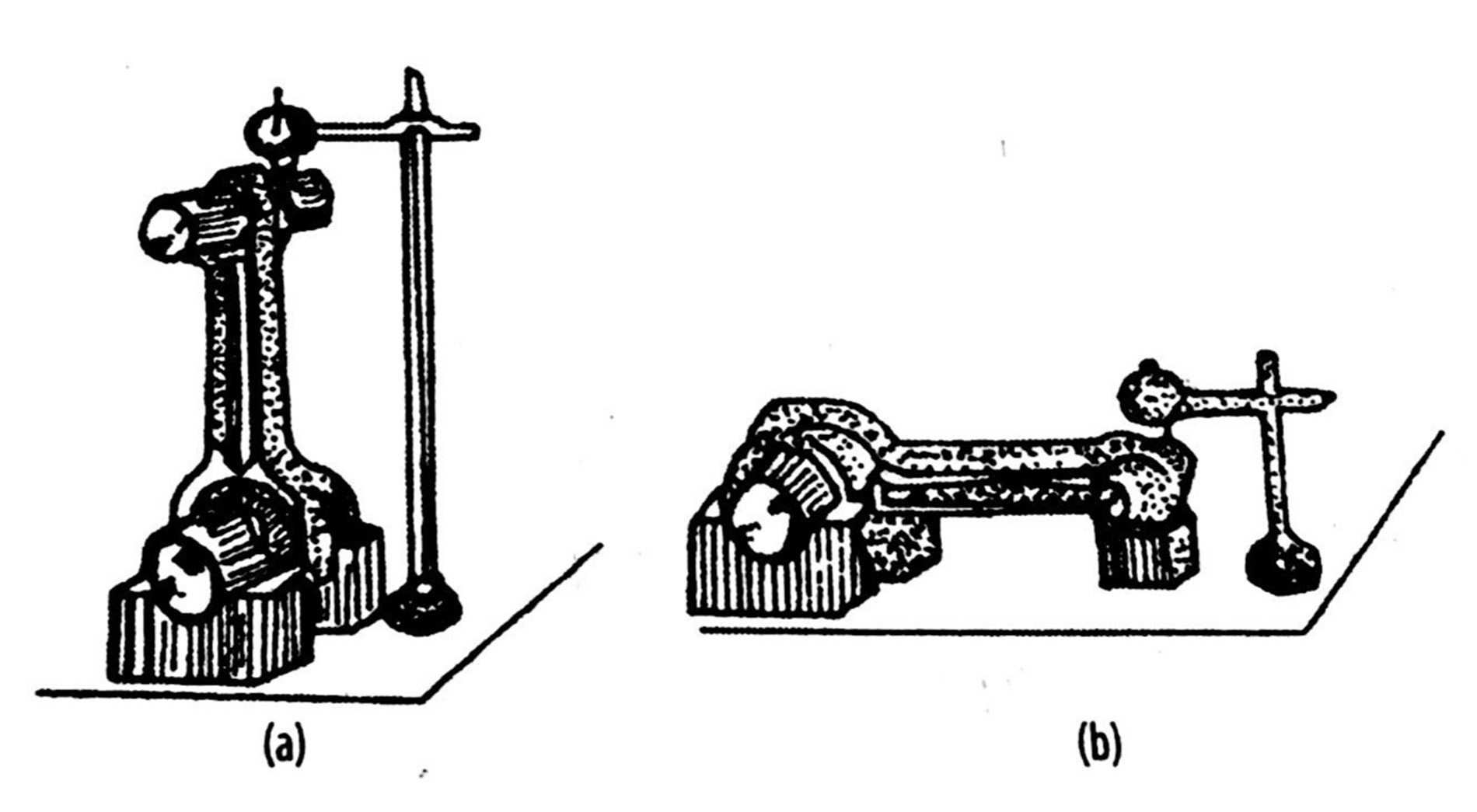
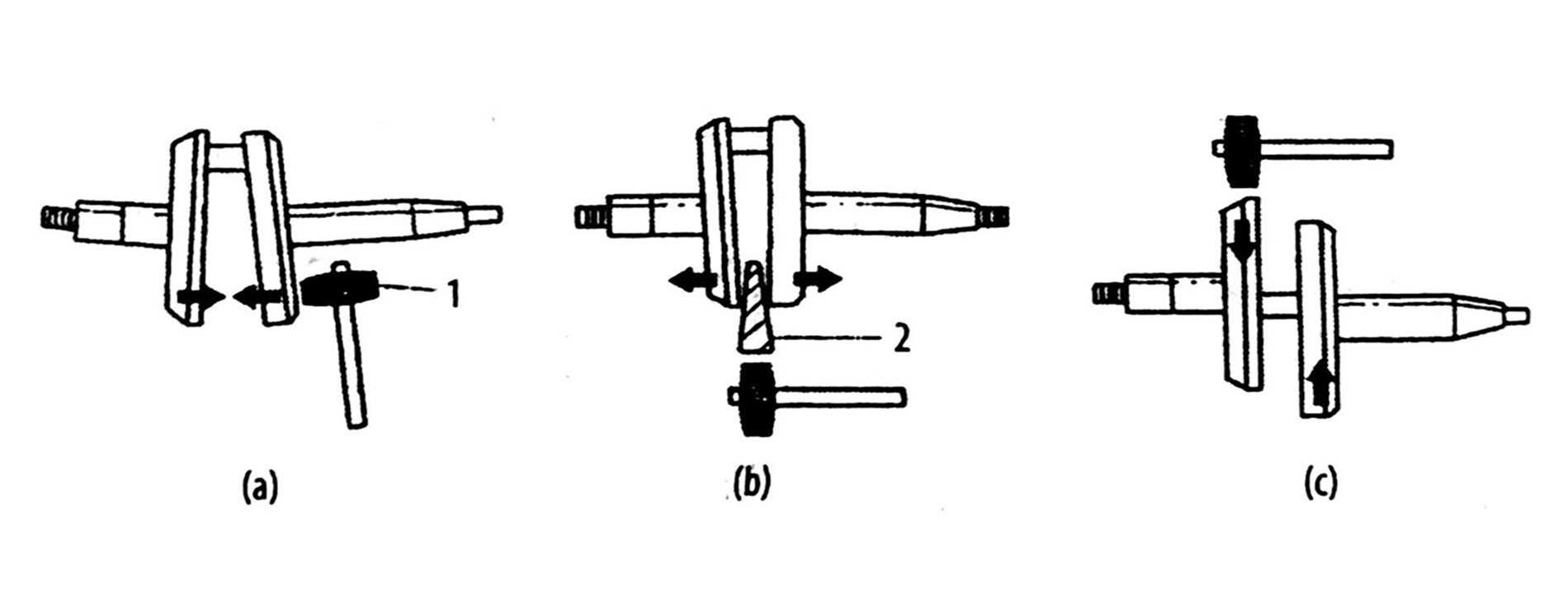
Hình 3-12:Kiểm tra độ biến dạng của thanh truyền bằng phương pháp vạn năng
(a) Phương pháp kiểm tra độ cong (b) Phương pháp đo độ biên dạng xoắn
(a) Phương pháp kiểm tra độ cong (b) Phương pháp đo độ biên dạng xoắn
Khi kiểm tra độ cong biến dạng của thanh truyền, như hình 3-12(a), lần lượt cài 2 trục gá vào đầu to và đầu nhỏ của thanh truyền, dung 2 tấm sắt V cao để chống trục gá, sau đó dùng so kế để đo độ cao 2 đầu của trục gá đầu nhỏ. Khối V và giá so kế đều phải để trên cùng một tấm phẳng, nếu 2 điểm đo cách nhau 100mm thì sai số độ cao mà kim so kế chỉ chính là độ cong của thanh truyền trên độ dài 100mm. Khi đo độ biến dạng xoắn của thanh truyền thì tiến hành như hình 3 - 12(b) Sai số độ cao 2 đầu của trục gá đầu to đo được chính là giá trị biến dạng xoắn của thanh truyền.
1.2.3 Điều chỉnh độ biến dạng xoắn của thanh truyền cong
Nếu giá trị cong và biến dạng xoắn của thanh truyền vượt quá giá trị quy định thì phải điều chỉnh, có thể điều chỉnh thanh truyền cong trên máy ép dầu, hoặc làm như hình 3-13, có thể dùng dụng cụ ép thẳng thanh truyền để điều chỉnh.
Hình 3-13: Ép thẳng thanh truyền bằng dụng cụ ép thanh truyền
- Thanh truyền biến dạng xoắn có thể điều chỉnh bằng thiết bị chỉnh xoắn thanh truyền. Trước tiên để đầu to của thanh truyền lên êtô bàn (phải kê miếng đồng để tránh làm hỏng mặt cắt của đầu to), sau khi kẹp chặt như hình 3-13 thì kẹp vào thiết bị chỉnh xoắn thanh truyền (cũng có thể dùng kìm tay cầm dài hoặc kìm ngàm cá sấu) để làm thẳng thanh truyền.
- Khi sửa thanh truyền dưới nhiệt độ thường có thể sẽ xảy ra hiện tượng “nẩy lại", tức là sau khi hết chịu tải thanh truyền lại có xu thế trở về hình dạng ban đầu. Do vậy, sau khi sửa thanh truyền bị biến dạng nhiều, còn phải tiến hành khử ứng suất dư. Loại bỏ ứng lực, tức là gia nhiệt thanh truyền sau khi được chỉnh sửa lên 400-500°C, đồng thời giữ nhiệt độ trong vòng 1 tiếng. Sau đó lại đem kiểm tra.
1.3 Độ mài mòn đầu gá to của thanh truyền
1.3.1 Nguyên nhân mài mòn
- Kích thước phân cụm của trục lăn lẫn lộn, hoặc khi lắp ráp độ hở của đường kính đầu gá to, trục lăn và chốt khuỷu quá nhỏ.
- Chất lượng của trục lăn kém, hoặc bề mặt của trục lăn sần sùi.
- Khi ráp chốt khuỷu thì không lắp đúng hướng của lỗ tra dầu, hoặc không định kỳ thay dầu, hoặc dầu bị biến chất nhưng vẫn sử dụng, khiến cho chất lượng dầu bôi trơn không tốt.
=>Các trường hợp trên đều có thể gây ra hiện tượng mài mòn bình thường của đầu gá to, ổ lăn và chốt khuỷu, khiến cho mức độ mài mòn càng nghiêm trọng.
1.3.2 Kiểm tra mức độ mài mòn quá lớn
- Kiểm tra tình trạng mài mòn của đầu gá to thanh truyền có thể tiến hành theo tình hình trước khi tháo rời và sau khi tháo rời cụm trục khuỷu.
- Trước khi tháo rời cụm trục khuỷu, nếu đầu gá to quá lỏng thì không chỉ có thể chuyển động theo hướng đường trục của trục khuỷu, mà còn có thể kéo theo đường trục của thanh truyền, như vậy chứng to có khe hở tương đối lớn.
- Lúc này có thể dùng so kế chống vào đầu nhỏ thanh truyền để đo giá trị thực tế của khe hở.
=>Nếu giá trị thực tế >0,10mm thì chứng tỏ độ mài mòn của đầu gá to, ổ lăn và chốt khuỷu quá lớn, phải tháo rời cụm trục khuỷu để tiến hành kiểm tra.
2. Cụm trục khuỷu
Cụm trục khuỷu thông thường bao gồm thanh truyền, chốt khuỷu, phần trước sau (hoặc phần trái phải) của trục khuỷu, và má (vai) trục khuỷu (động cơ đơn xi lanh không có má trục khuỷu).
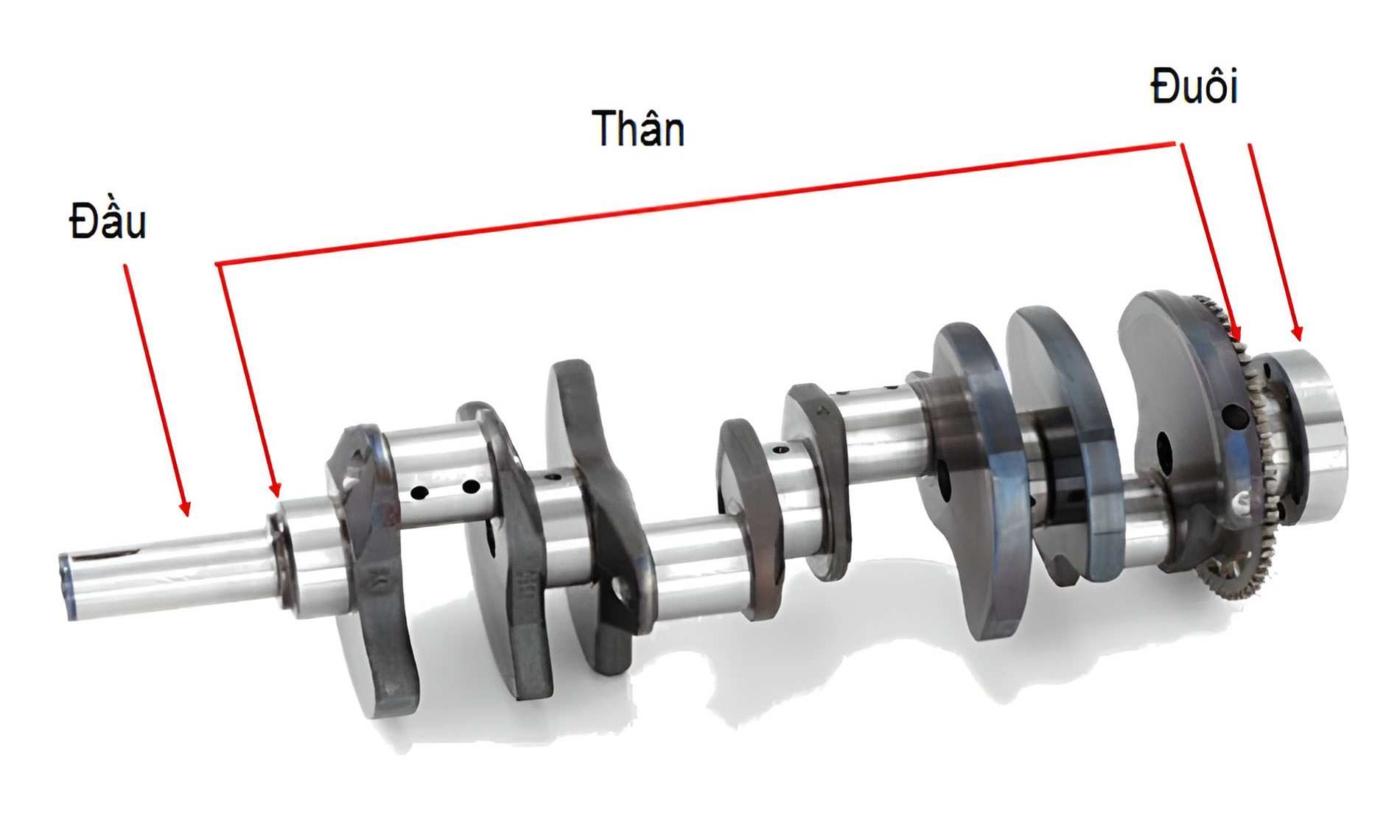
Cơ cấu cụm trục khuỷu thông thường
2.1 Kiểm tra cụm trục khuỷu
Yêu cầu kỹ thuật của cụm trục khuỷu chủ yếu là về khe hở hướng tâm của đầu to thanh truyền, ổ lăn, chốt khuỷu, khe hở bên của mặt cắt đầu to thanh truyền và má trục khuỷu, độ mở của má trục khuỷu và sự dao động trục. Yêu cầu kỹ thuật của cụm trục khuỷu của các loại động cơ xe máy xem bảng 3-9.
| Loại xe | Sự dao động của 2 cổ trục | Khe hở mặt cắt đầu gá to thanh truyền và khe hở bên của má trục khuỷu | Khe hở đầu nhỏ |
| CJ750 | 0,05 | 0,045-0,140 | |
| XF250 | |||
| NF125 | 0,03 | 0,3-0,76 | |
| Yamaha RX125 | 0,02 | 0,2-0,7 | 0,8-1,1 |
| Yamaha DX100 | 0,03 | 0,2-0,7 | 1,5-2,0 |
| Suzuki A100 | 0,05 | ||
| Suzuki FR80 | 0,05 | ||
| Suzuki FA50 | 0,05 |
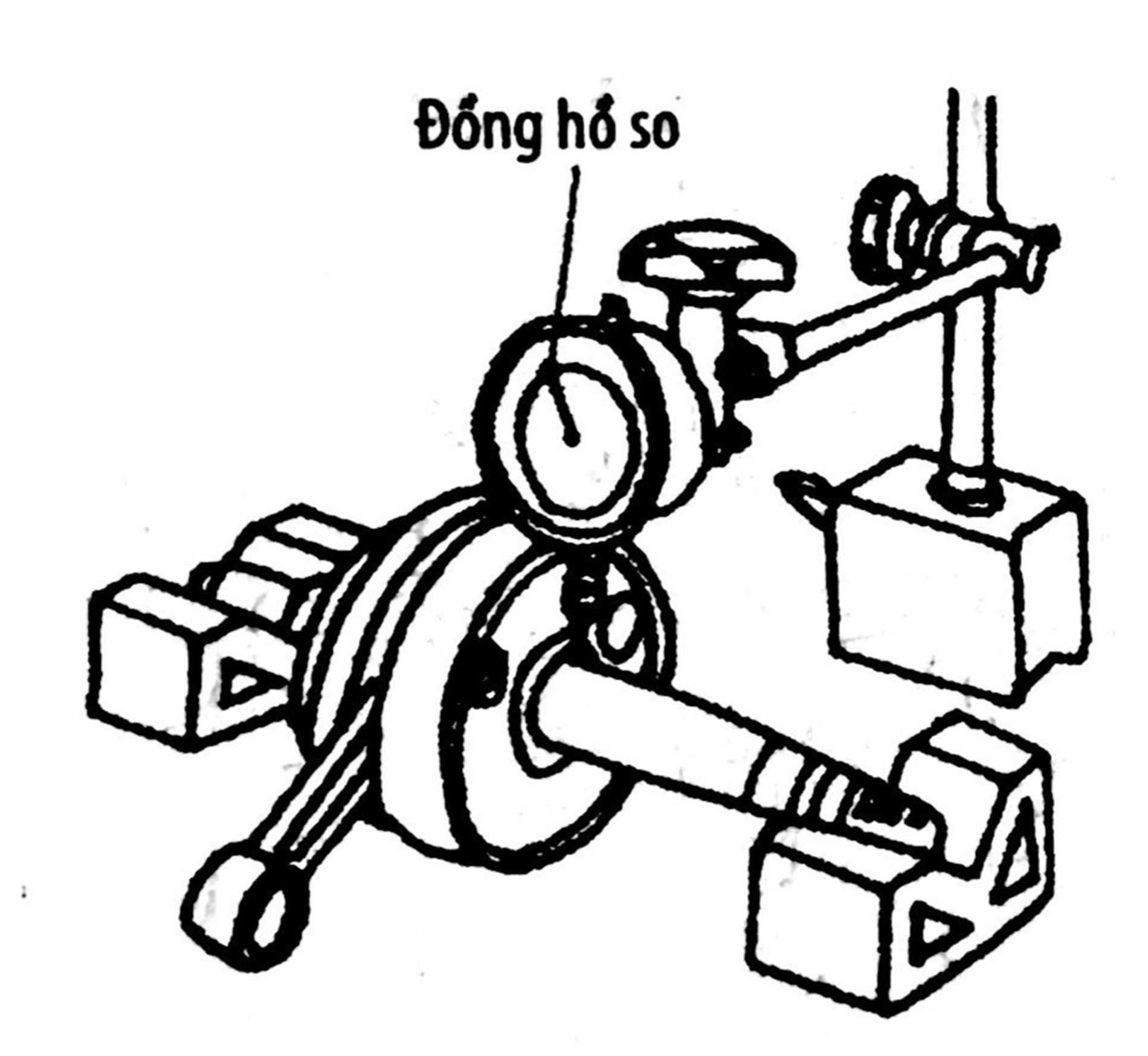
Sự dao động của cổ trục khuỷu là yêu cầu kỹ thuật cơ bản của cụm trục khuỷu, phương pháp kiểm tra tùy theo chuẩn thiết kế và chuẩn gia công mà có sự khác biệt. Hình 3-14 là sơ đồ kiểm tra sự dao động của cổ trục khuỷu của động cơ xe NF125, kẹp cụm trục khuỷu với máy tiện, chú ý làm vệ sinh cho đầu nhọn với lỗ tâm.
Hình 3-14: Kiểm tra sự dao động của cổ trục xe NF125
Sau đó dùng so kế lần lượt đo giá trị dao động của 2 cổ trục khuỷu, chúng đều phải nằm trong giá trị quy định. Hình 3-15 là cách đo kiểm tra cổ trục của xe Yamaha RX125, để khối V và so kế lên bàn nguội để tiến hành.
Hình 3-15: Kiểm tra sự dao động của cổ trục xe Yamaha RX125
2.2 Tháo cụm trục khuỷu
Khi phải thay thế hoặc sửa thanh truyền, hoặc kiểm tra cụm trục khuỷu vượt quá yêu cầu kỹ thuật thì phải tháo rời cụm trục khuỷu để sửa hoặc thay thế linh kiện. Cụm trục khuỷu có thể tháo rời, nhưng chốt khuỷu và vấu chốt lại dính với nhau, mà khi hoạt động phải có độ chặt nhất định. Do vậy, để tháo cụm trục khuỷu cần có dụng cụ chuyên dụng, mà cũng không nên tháo nhiều, nhà sản xuất quy định cụm trục khuỷu chỉ được phép tháo 1 lần.Tháo cụm trục khuỷu ngoài việc phải có kẹp chuyên dụng thì thông thường phải tiến hành trên máy ép dầu, nếu tại địa điểm sửa chữa không có máy ép dầu thì cũng có thể dùng máy ép tay hoặc dụng cụ tháo tự chế để thay thế.
Phương pháp tháo cụm trục khuỷu của động cơ 4 kỳ 2 xi lanh như sau:
Phương pháp tháo cụm trục khuỷu của động cơ 4 kỳ 2 xi lanh như sau:
- Chống đầu nhọn của cụm trục khuỷu cần tháo lên trên máy tiện, để má trục khuỷu ở vị trí nằm ngang. Đánh dấu đường trung tâm ở mặt cắt đối trọng của trục khuỷu và mặt cắt của má trục khuỷu, để khi lắp ráp ba linh kiện luôn nằm trên một đường thẳng giữa.

- Lắp cụm trục khuỷu lên giá như hình 3-16, sau đó dùng máy ép tay hoặc máy rập đầu ép chốt khuỷu ra từ nửa dưới trước sau. Sau khi ép ra thì lấy thanh truyền và vòng bi ra, sau đó ép chốt khuỷu ra từ má trục khuỷu.
Hình 3-16: Tháo trục khuỷu
1 - Trục gá; 2 - Giá đỡ 3 - Cụm trục khuỷu
1 - Trục gá; 2 - Giá đỡ 3 - Cụm trục khuỷu
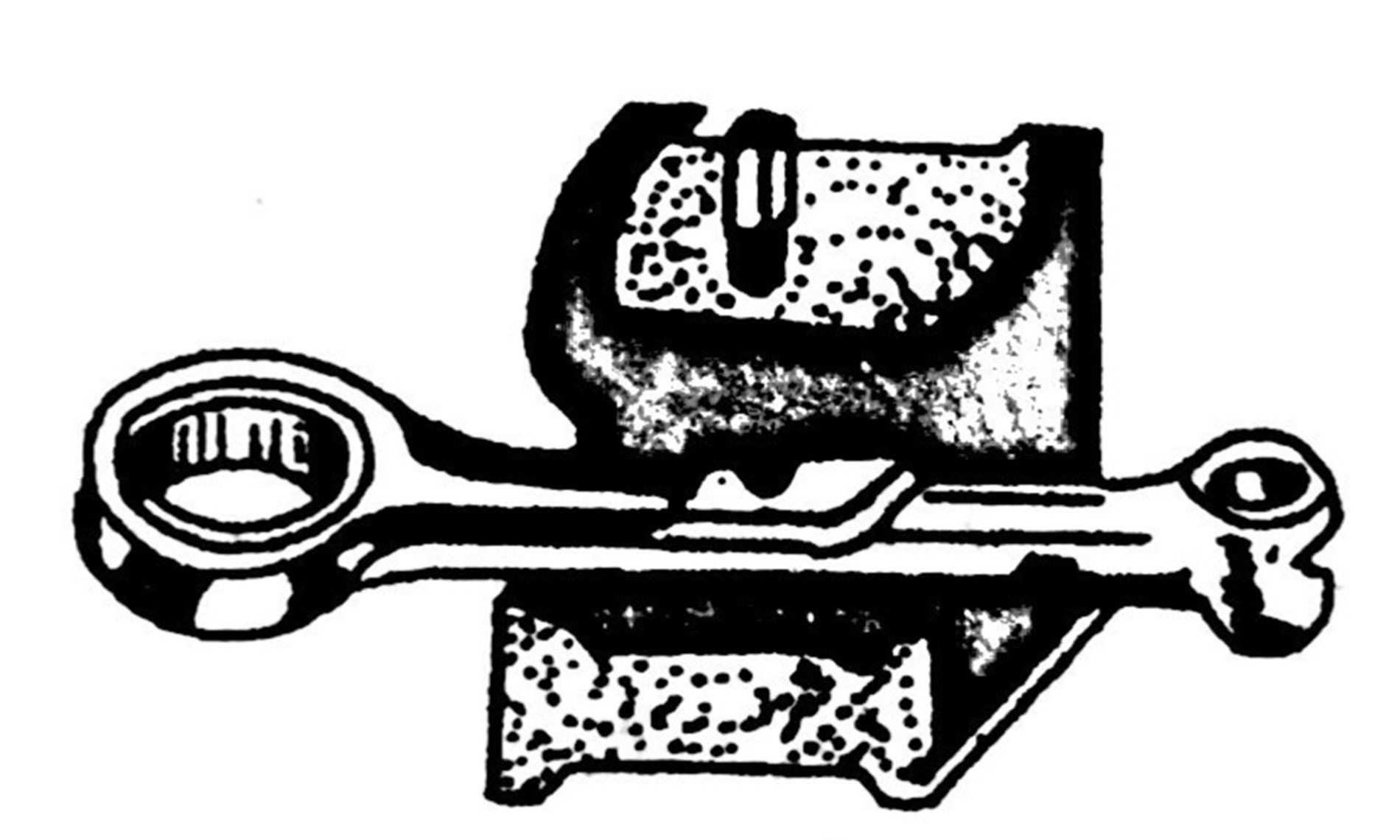
- Đối với động cơ 2 kỳ một xi lanh, như động cơ xe NF125, XF250 và dòng xe của Nhật như Yamaha DX100, RX125, Suzuki AX100, trong trường hợp không có máy ép dầu thì có thể tự chế công cụ tháo như hình 3-17. Dụng cụ tháo trục khuỷu gồm phần thân và đinh vít. Bước răng của đinh vít là 3mm, đường kính là 27mm, đầu trên của đinh vít có lắp thanh kéo. Khi tháo, trước tiên để cụm trục khuỷu vào trong công cụ tháo rồi kẹp công cụ tháo lên êtô bàn. Sau đó dùng cờ lê vặn đinh vít là có thể ép từ từ chốt khuỷu ra.
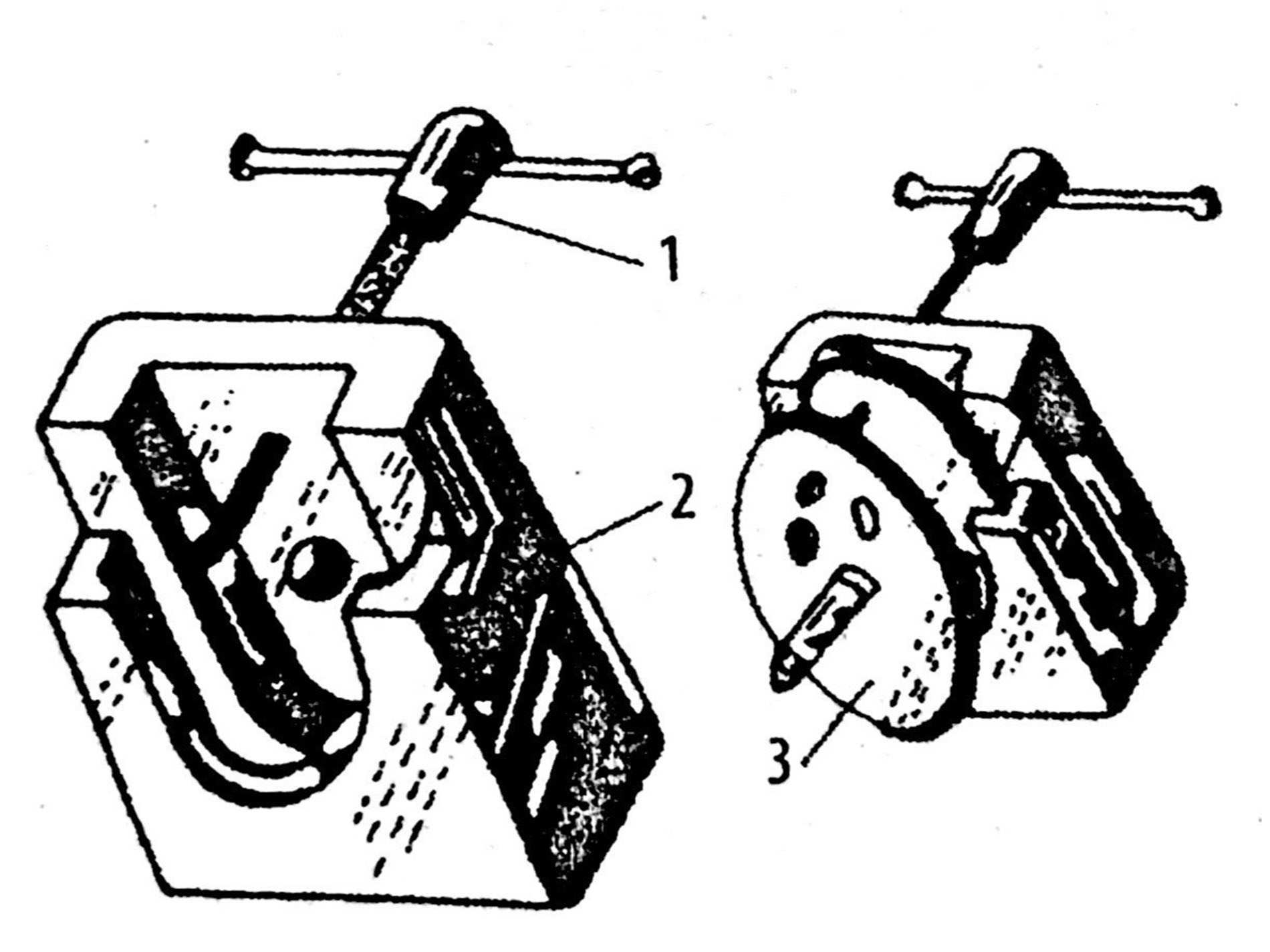
Hình 3-17: Công cụ tháo tự chế
1 - Phần thân; 2 - Đinh vít 3 - Cụm trục khuỷu
1 - Phần thân; 2 - Đinh vít 3 - Cụm trục khuỷu
2.3 Sửa chữa, điều chỉnh và thay thế linh kiện của cụm trục khuỷu
2.3.1 Điều chỉnh cụm trục khuỷu
Khi độ dao động của cổ trục vượt quá giá trị quy định thì có thể điều chỉnh. Công cụ điều chỉnh có thể dùng búa cao su (hoặc búa gỗ, búa nhựa), chốt sắt, nghiêm cấm dùng búa sắt gỗ trực tiếp lên trục khuỷu.
Khi điều chỉnh có thể phân làm 3 giai đoạn để tiến hành, phương pháp cụ thể như hình 3-18.
Khi điều chỉnh có thể phân làm 3 giai đoạn để tiến hành, phương pháp cụ thể như hình 3-18.
- Má trục khuỷu hình chữ V hướng ra ngoài, khi đo điểm cao dao động của cổ trục đều ở hướng ngược với chốt khuỷu. Lúc này phải làm như hình 3-18(a), dùng búa cao su gỗ lên má trục khuỷu theo chiều mũi tên.
- Má trục khuỷu hình chữ V hướng vào trong, khi đo điểm cao dao động của cổ trục đều cùng hướng với chốt khuỷu. Lúc này phải làm như hình 3-18(b), tức dùng chốt sắt để chống má trục khuỷu.
- Đường trục trái phải song song nhưng không cùng nằm trên một đường thẳng, khi đo điểm cao dao động của cổ trục hướng về 2 bên. Lúc này, phải làm theo hình 3-18(c), tức dùng búa cao su gỗ lên má trục khuỷu theo chiều mũi tên.
2.3.2 Thay thế linh kiện
Khi mức độ mài mòn đường kính đầu gá to của thanh truyền vượt quá giới hạn, hoặc sai số độ tròn quá lớn, hoặc bị long thì phải báo hỏng. Nếu độ mài mòn đường kính ngoài chốt khuỷu vượt quá giới hạn, hoặc sai số độ tròn quá lớn, hoặc bị long thì cũng phải báo hỏng.
Hình 3-18: Điều chỉnh cụm trục khuỷu
1 - Búa cao su; 2 - Chốt sắt
1 - Búa cao su; 2 - Chốt sắt
Khi thay thanh truyền hoặc chốt khuỷu, phải tiến hành chọn lựa thật kỹ, nếu đảm bảo khe hở của chốt khuỷu và ổ lăn nằm trong phạm vi quy định thì có thể chọn ráp trục lăn của một cụm. Nếu tận dụng linh kiện cũ thì có thể làm cho khe hở rộng một chút (hơn khoảng 1/3 khe hở cực đại theo quy định).

Khi tháo lắp và thay thế linh kiện cần thực hiện cẩn thận để tránh làm sai số biến dạng chi tiết
Lưu ý:
Đối với động cơ 2 xi lanh, khi thay thanh truyền phải chọn loại có cùng trọng lượng với thanh truyền cũ, sai số không được vượt quá 2-3g. Khi chọn thanh truyền được chế tạo theo dây chuyền, do được rèn khuôn nên trọng lượng tương đương nhau, có thể dùng để thay thế. Nhưng nếu thay bằng linh kiện của xưởng khác chế tạo thì phải tiến hành cần ước lượng, để tránh trọng lượng của 2 thanh truyền chênh nhau quá lớn, làm mất cân bằng và làm cho động cơ bị rung khi hoạt động. Nếu trọng lượng không phù hợp thì có thể mài mặt phôi thô ở mé ngoài thanh truyền để giảm bớt trọng lượng.
Đối với động cơ 2 xi lanh, khi thay thanh truyền phải chọn loại có cùng trọng lượng với thanh truyền cũ, sai số không được vượt quá 2-3g. Khi chọn thanh truyền được chế tạo theo dây chuyền, do được rèn khuôn nên trọng lượng tương đương nhau, có thể dùng để thay thế. Nhưng nếu thay bằng linh kiện của xưởng khác chế tạo thì phải tiến hành cần ước lượng, để tránh trọng lượng của 2 thanh truyền chênh nhau quá lớn, làm mất cân bằng và làm cho động cơ bị rung khi hoạt động. Nếu trọng lượng không phù hợp thì có thể mài mặt phôi thô ở mé ngoài thanh truyền để giảm bớt trọng lượng.
3. Lắp ráp cụm thanh truyền
Trong động cơ xe máy thì cơ cấu trục khuỷu thanh truyền là thành phần chính cấu tạo nên động cơ chúng chính là bộ "khung xương" giúp động cơ có thể vận hành hoạt động và sinh công.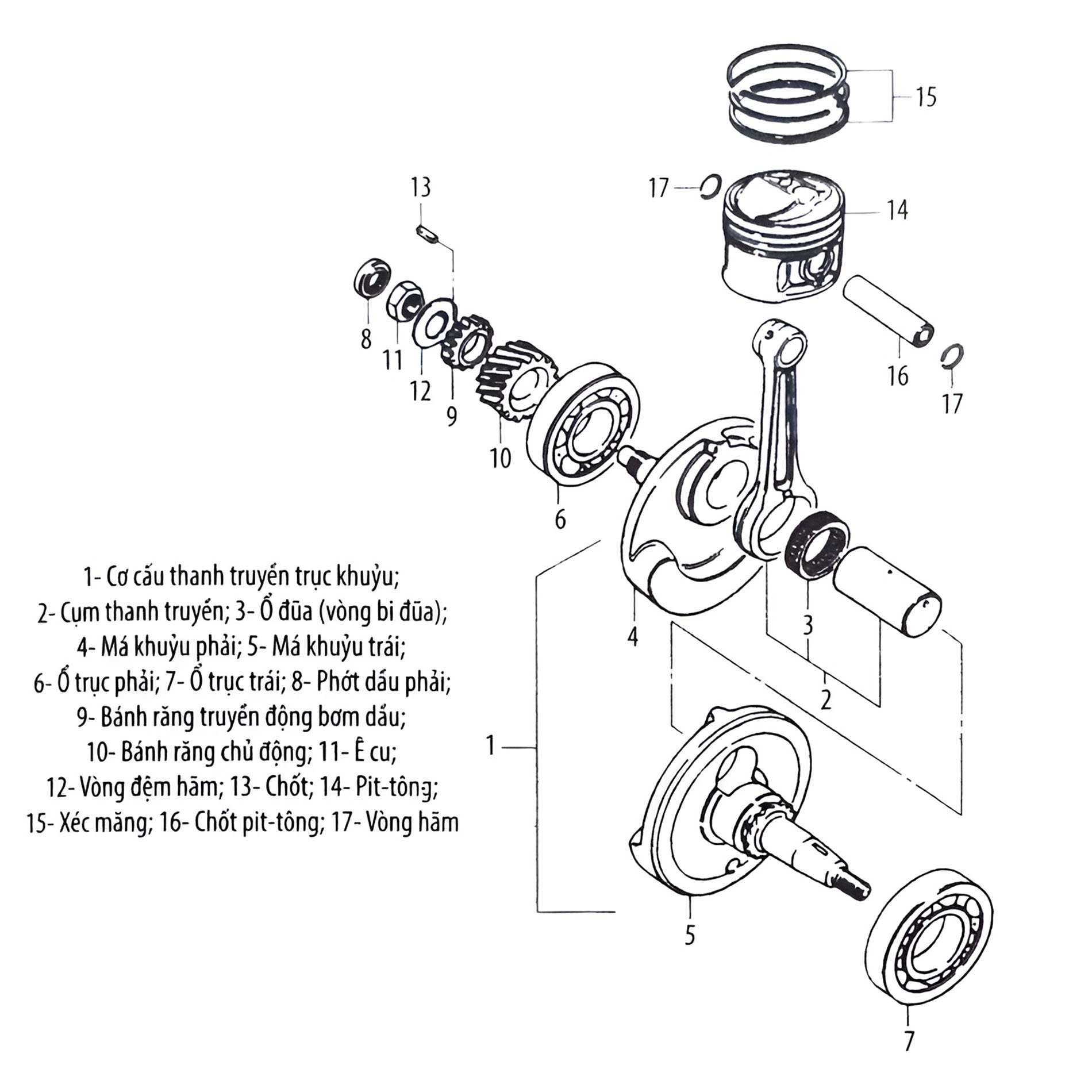
Cấu tạo thanh truyền trục khuỷu trong động cơ xe máy
3.1 Công tác chuẩn bị trước khi lắp ráp
Công tác chuẩn bị trước khi lắp ráp thông thường bao gồm: làm sạch, kiểm tra, chọn ráp từng cụm và gia nhiệt. Làm sạch, kiểm tra có thể tiến hành theo các phương pháp đã đề cập ở các phần trước, còn gia nhiệt thì chỉ giới hạn áp dụng cho các loại máy có độ chặt tương đối lớn (như má trục khuỷu của cụm trục khuỷu của xe CJ750 sau khi gia nhiệt mới được chà ép).
Sau đây chủ yếu nói về cách chọn ráp từng nhóm:
Sau đây chủ yếu nói về cách chọn ráp từng nhóm:
- Vấu chốt phần trước sau (hoặc phần trái phải) của trục khuỷu phải tương ứng với cụm ở khoảng cách tâm cổ trục khuỷu. Để đảm bảo độ dao động cổ trục của cụm trục khuỷu, thông thường chia khoảng cách tâm của phần trái phải thành 4 nhóm, giá trị dung sai của từng nhóm bằng 1/2 độ dao động cổ trục, khoảng cách tâm của nhóm 1 là ngắn nhất, nhóm II tương đối lớn, còn lại cứ như vậy mà suy. Ký hiệu nhóm thường được in bằng khuôn lên bề mặt ngoài của vai trục.
- Đường kính đầu gá to của thanh truyền và đường kính ngoài cổ trục của chốt khuỷu phải cùng nhóm, kích thước của chúng đều phân thành 2 nhóm vàng và trắng, nhóm vàng là kích thước to, nhóm trắng là kích thước nhỏ, lần lượt dùng sơn màu vàng và trắng để đánh dấu lên bề mặt không liên kết. delta lăn thường phân làm 4 nhóm, nhóm I là kích thước lớn, lần lượt giảm dần. Theo thanh truyền và chốt khuỷu, khi trục lăn là linh kiện đã dùng thì không thể đánh dấu lắp ráp theo từng nhóm, mà phải lần lượt kiểm tra kích thước thực tế của từng linh kiện, sau đó chọn ráp theo nguyên tắc đảm bảo khe hở của đầu gá to thanh truyền, chốt khuỷu và trục lăn.
Sau khi hoàn thành công tác chuẩn bị, có thể tiến hành lắp ráp. Do cụm trục khuỷu của mỗi loại máy có một kết cấu khác nhau nên yêu cầu cũng khác nhau, nhưng khó có thể nói rõ công nghệ lắp ráp bằng một quy trình cố định. Sau đây sẽ lấy vài ví dụ tương đối điển hình để bạn đọc tiện tham khảo.
3.2 Lắp ráp cụm trục khuỷu của xe NF125
3.2.1 Dùng mâm cặp (đồ kẹp) để lắp ráp
Khi nhà chế tạo lắp ráp cụm trục khuỷu, để đảm bảo chất lượng cho hàng loạt sản phẩm được chế tạo theo dây chuyền, người ta sử dụng mâm cặp chuyên dụng có kết cấu tương đối phức tạp. Khi sửa chữa, nếu không có mâm cặp chuyên dụng này thì có thể tự chế một cái ống lót (ổ trục) định vị chốt khuỷu như hình 3-19. Kích thước đánh dấu trong hình tuy chỉ thích ứng với xe NF125, nhưng yêu cầu về kết cấu của nó cũng thích ứng với các dòng máy tương tự.
Hình 3-19: Đổ kẹp lắp ráp tự chế
Công thức tính toán kích thước chính của ống lót như sau:
- Đường kính lỗ rỗng ống lót = đường kính ngoài chốt khuỷu + (0,005-0,01)
- Độ cao ống Iót = độ dày 1 khuỷu + độ dày đầu to của thanh truyền (bao gồm cả tấm chống rung) + độ hở bên ở đầu to thanh truyền.
3.2.2 Thao tác lắp ráp cụm trục khuỷu
- Đặt 2 tấm sắt có độ cao bằng nhau lên bàn nguội của máy ép vít để đỡ khuỷu bên phải, độ cao của tấm sát lấy trục khuỷu không chạm bàn nguội làm chuẩn.
- Sau khi lắp chốt khuỷu vào ống lót định vị thì cùng lắp vào vấu chốt khuỷu của trục khuỷu, sau đó dùng một ngón tay ấn mặt cắt của chốt khuỷu, còn tay kia di chuyển ống lót định vị, sao cho miệng vẫu chốt khuỷu tạo hình tam giác ngược.
- Chuyển động bánh lái của máy ép vít, để chốt khuỷu ép vào trong lỗ, đến khi ngang với mặt cắt.
- Lần lượt lắp tấm chống rung, thanh truyền của vòng bi có đũa dài rồi lại lắp một tấm chống rung khác. Sau đó lắp vào bên trái trục khuỷu, sao cho vấu chốt khuỷu thẳng với chốt khuỷu.
- Lắp một lò xo nén ở giữa 2 khuỷu, độ cao của lò xo có thể giữa cho 2 khuỷu luôn song song là được. Đồng thời, dùng bản tam giác (thước vuông) điều chỉnh độ tròn ngoài khuỷu trái và phải, sao cho 2 khuỷu đều cùng nằm trên một đường trục, sau đó ẩn bên trái vào chốt khuỷu đến khi bằng là được.
3.3 Lắp ráp cụm trục khuỷu của dòng xe XF250
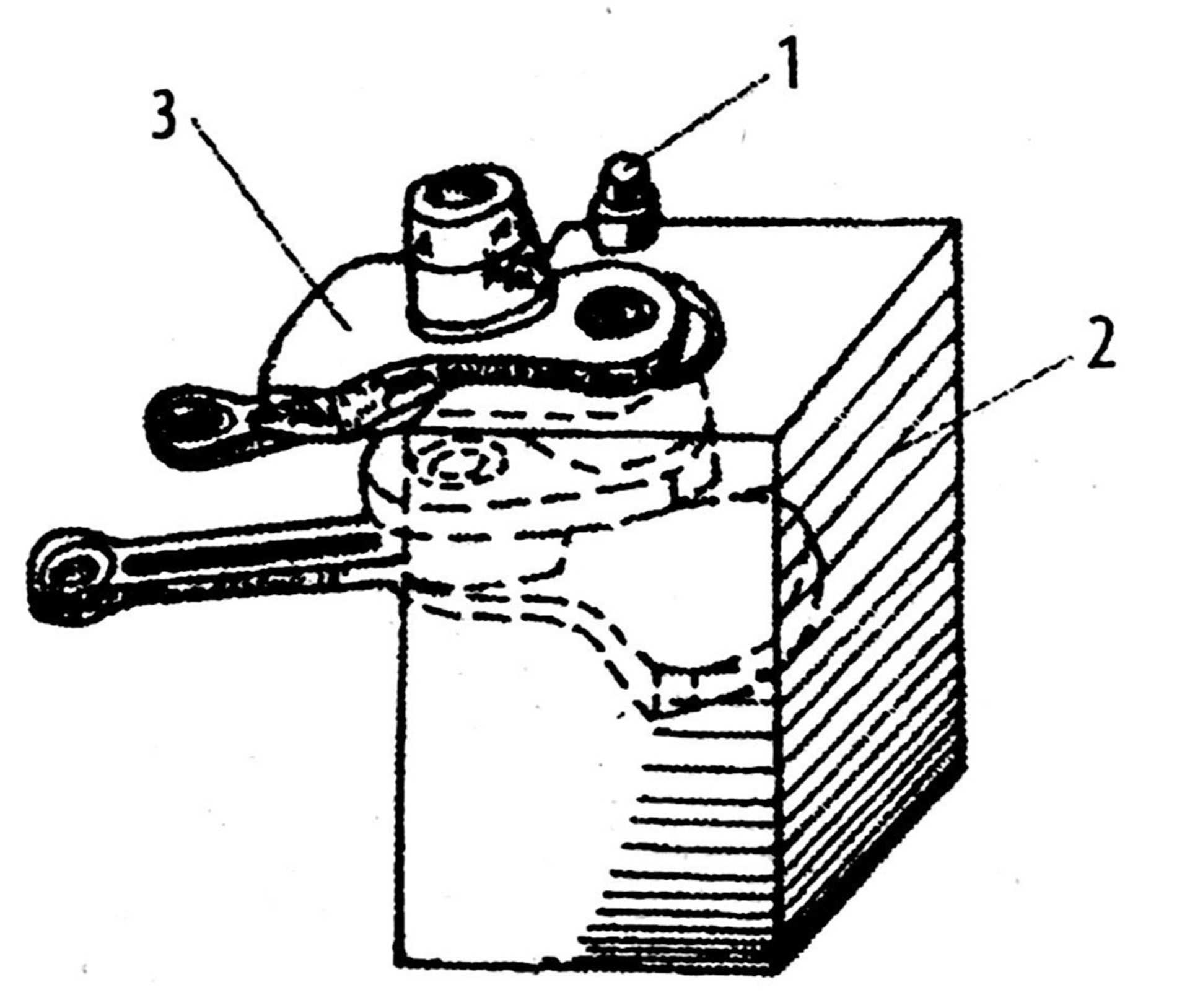
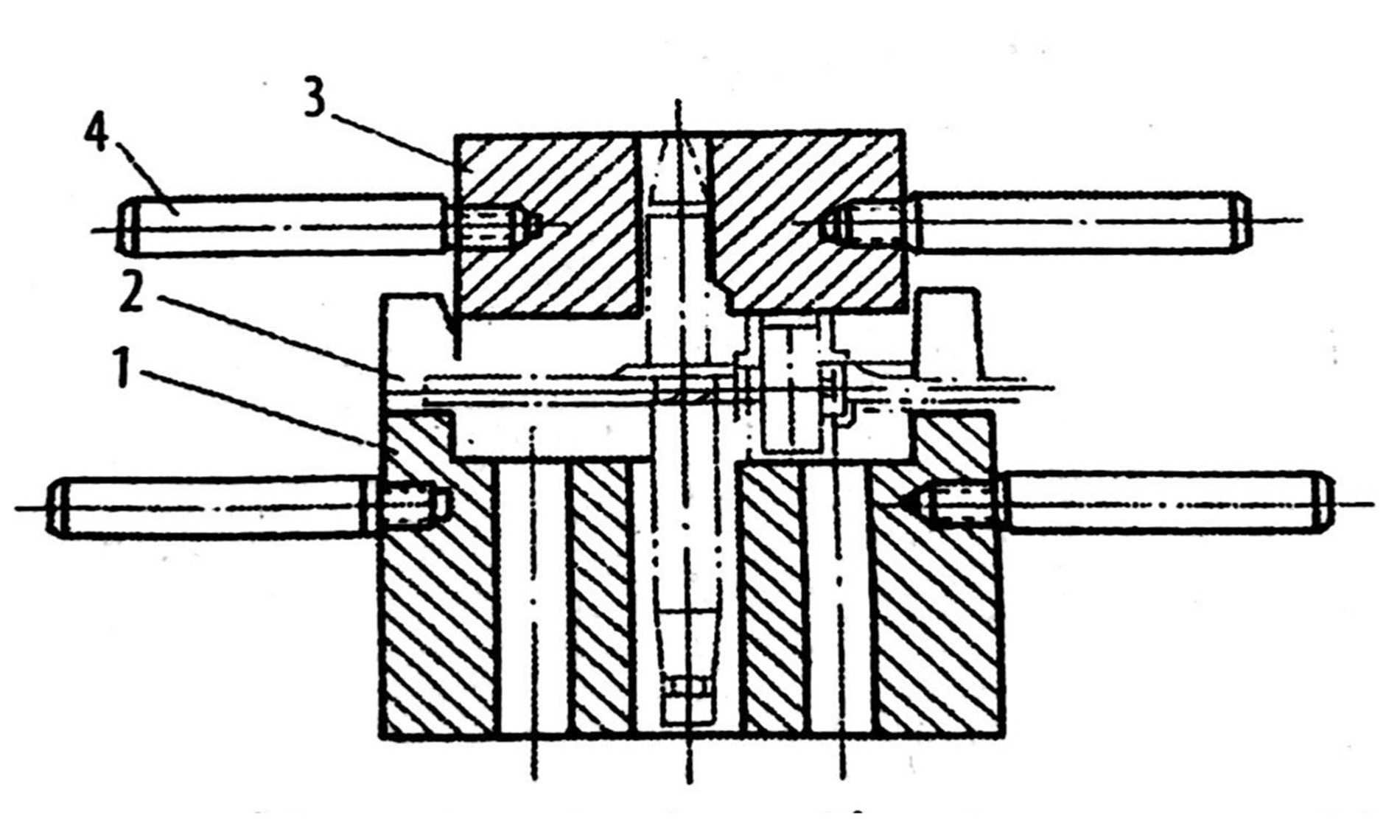
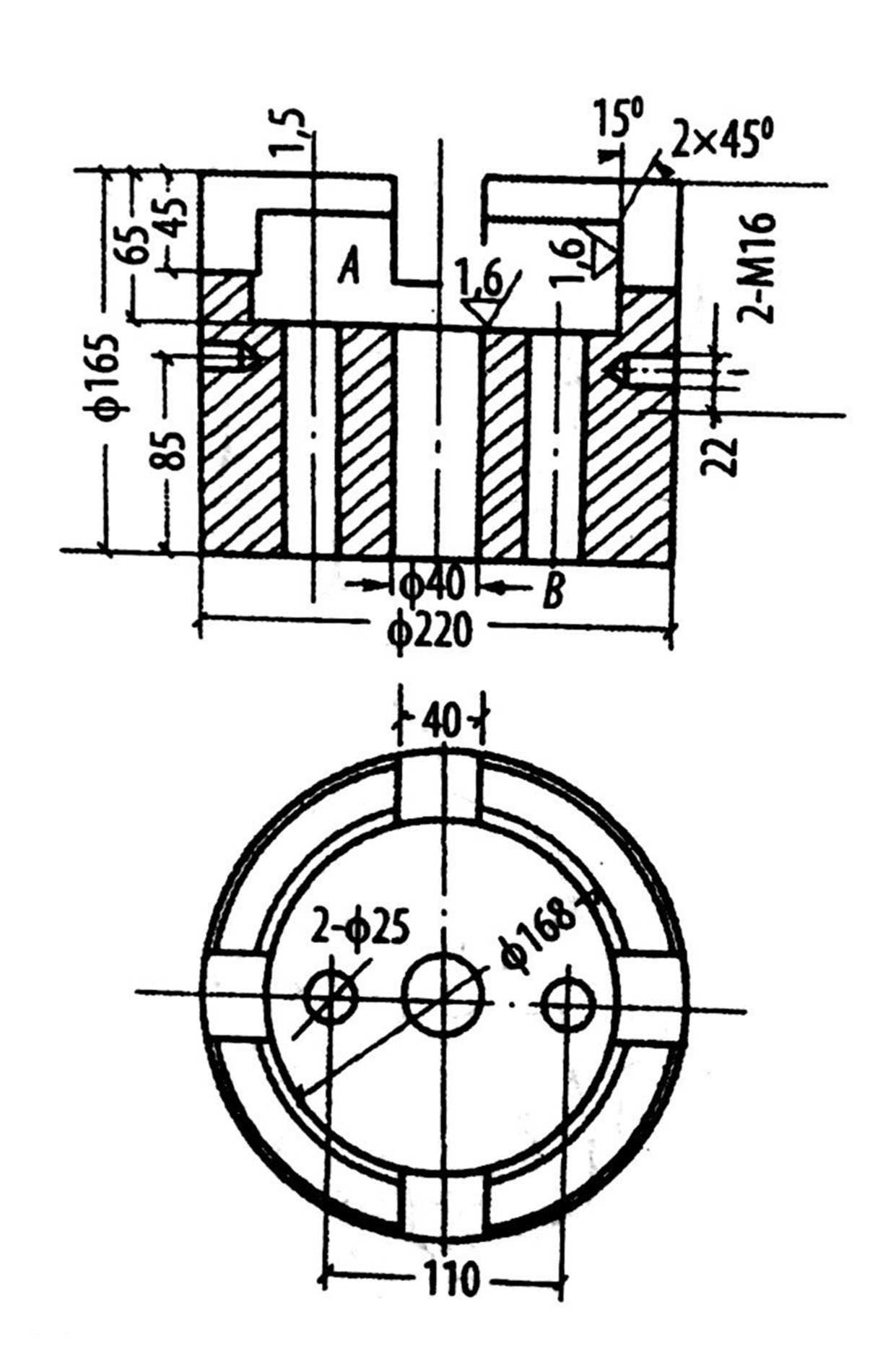
Cụm trục khuỷu của xe XF250 cũng dùng đồ kẹp để lắp ráp, như hình 3-20. Đồ kẹp này được cấu tạo bởi thân dưới, thanh giới hạn, nắp ép trên và tay cầm.
Hình 3-20: Đổ kẹp chuyên dụng lắp ráp cụm trục khuỷu
1 - Phần thân dưới; 2 - Tấm giới hạn; 3 - Nắp ép trên; 4 - Tay cầm
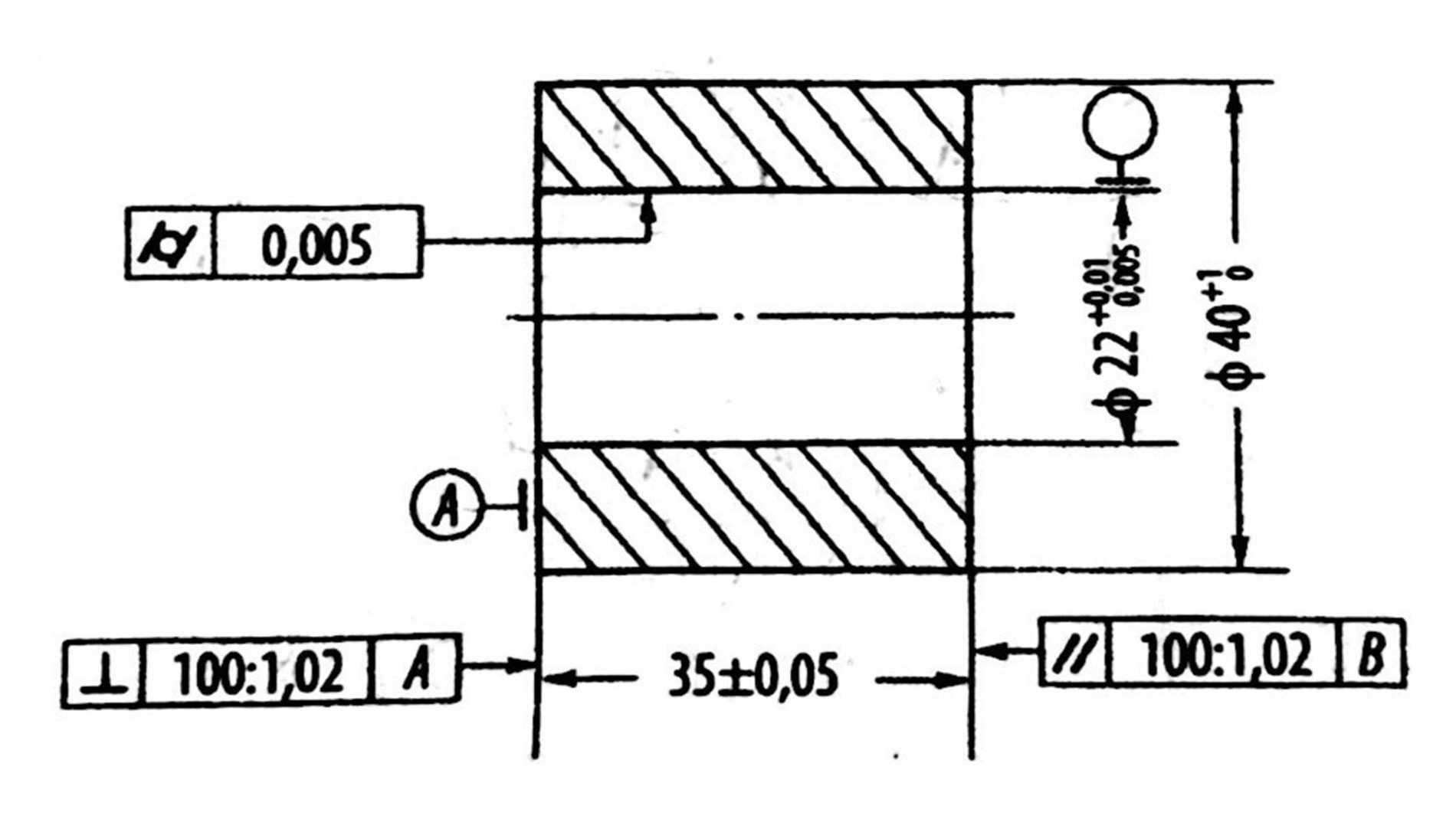
Kết cấu và kích thước của phần thân dưới như hình 3-21. Vật liệu chế tạo phần thân dưới là thép 45, tác dụng của lỗ tâm Ø40mm là để đảm bảo cổ trục khuỷu có thể thông qua tự do, lỗ trong của Ø16(+0,15+0,05) liên kết với vòng ngoài của khuỷu, đảm bảo yêu cầu cùng độ trục của 2 cổ trục.
Hình 3-21: Kết cấu phần thân dưới
Kết cấu và kích thước của nắp ép trên như hình 3-22.Vật liệu làm nắp ép trên là thép 45, sai số độ song song của 2 mặt phẳng trên dưới không được vượt quá 0,04mm.
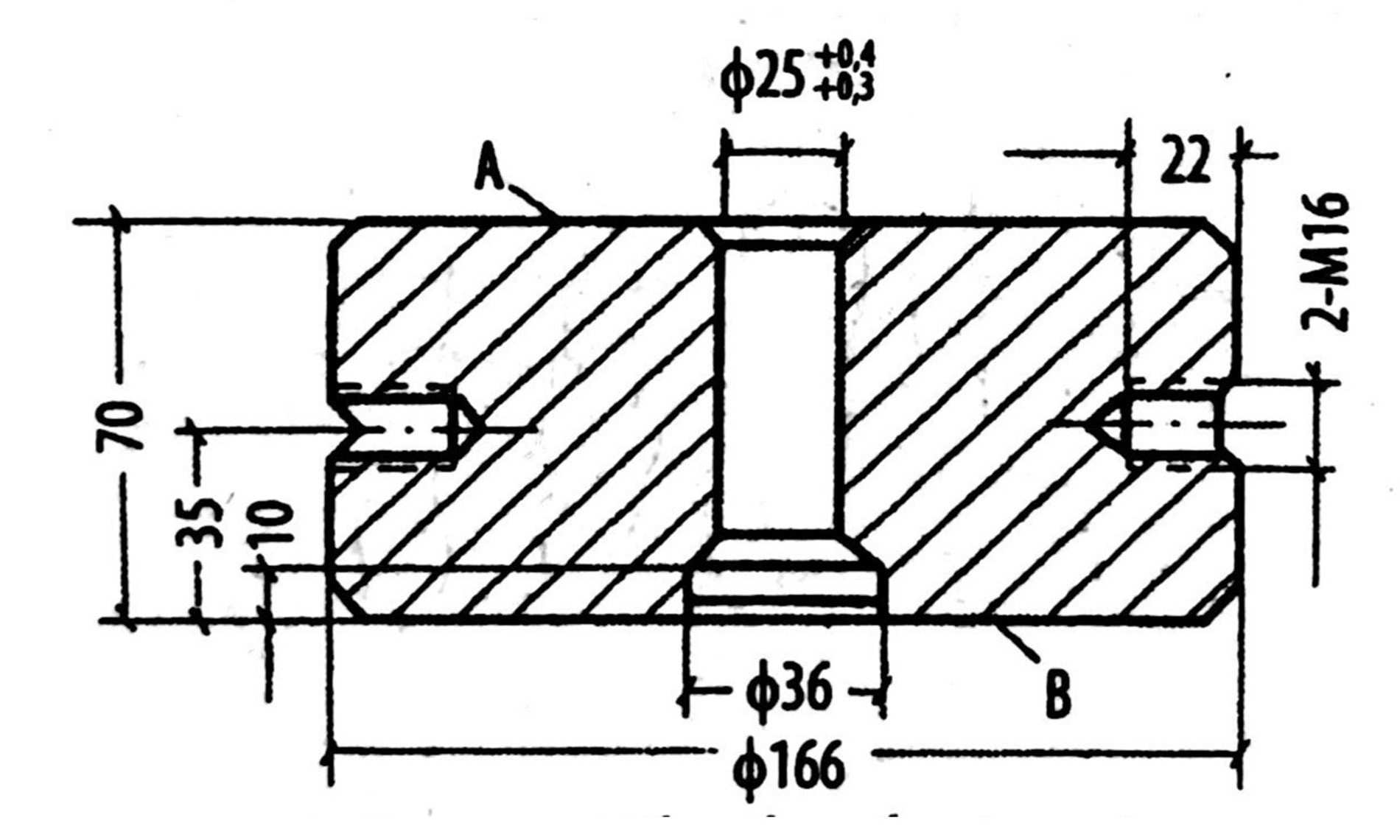
Hình 3-22: Kết cấu nắp ép trên
Kết cấu của tấm giới hạn như hình 3-23. Vật liệu làm tấm giới hạn là thép 45, cứ 3 tấm là một nhóm, độ dày là 10, 63mm sai số độ dày của một nhóm không được vượt quá 0,01mm.
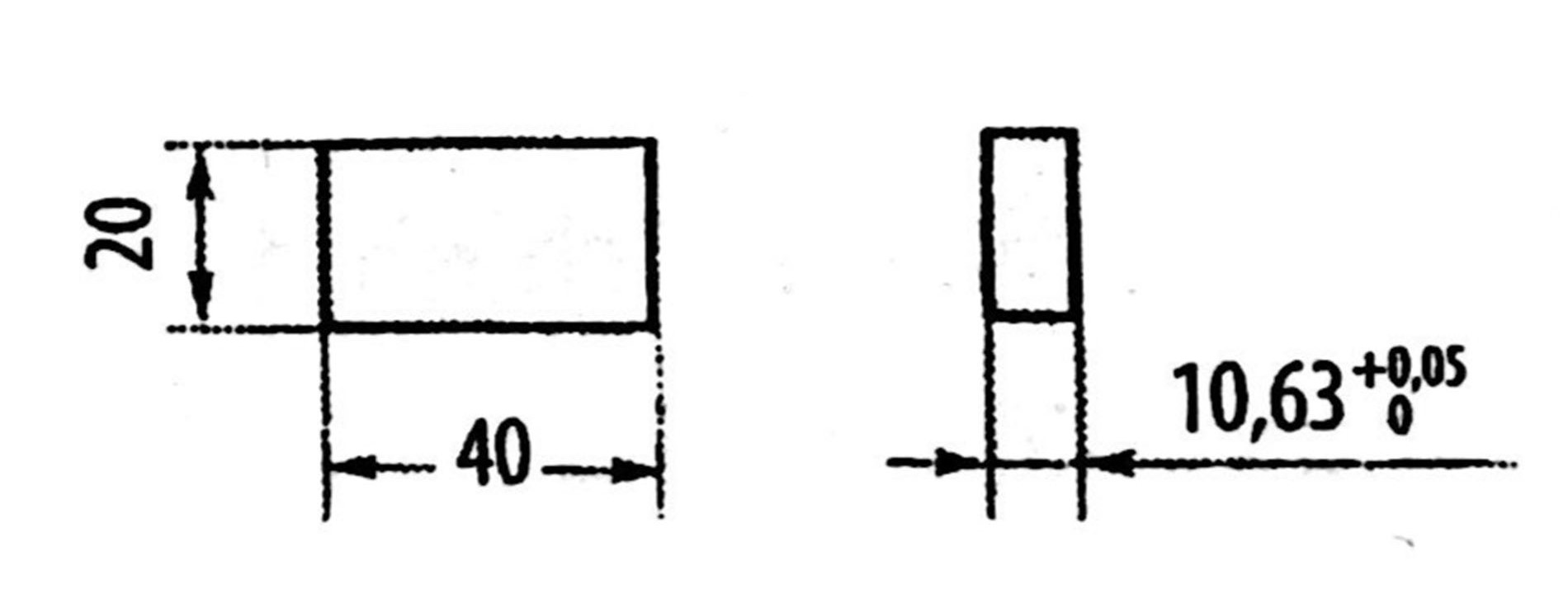
Hình 3-23: Tấm giới hạn
3.3.1 Thao tác lắp ráp cụm trục khuỷu
- Ấn chốt khuỷu vào trong vấu chốt khuỷu bên trái, lắp vào thanh truyền có vòng bi đũa dài, đồng thời ráp cổ trục bên trái vào trong phần thân dưới, trục của thanh truyền để trong rãnh có kích thước là 40 * 45mm
- Trải đều 3 tấm giới hạn lên trên khuỷu, sau đó để vấu chốt bên phải trục khuỷu thẳng với chốt khuỷu rồi đóng nắp ép trên lại.
- Khởi động máy ép dầu rồi ép xuống nắp ép trên. Đến khi khuỷu bên phải tiếp xúc với miếng giới hạn thì dừng.
- Tháo nắp ép trên ra, dùng choòng đập để khoan 2 lỗ 25mm ở phần thân dưới, sau đó tháo tấm giới hạn ra.
