1. Pít-tông
Trong xe máy pít- tông là một bộ phận cực kỳ quan trọng của một động cơ, có nhiệm vụ kết hợp với xi lanh và nắp máy để tạo thành buồng đốt sinh công, cung cấp năng lượng cho động cơ xe máy hoạt động. Có thể hiểu đơn giản nhiệm vụ của pít-tông chính là nhận áp suất và truyền lực cho trục khuỷu để sinh công
Cấu tạo cơ bản của pít-tông trong động cơ xe máy
1.1 Nguyên nhân hư hỏng và các dạng hư hỏng của pít tông
- Pít-tông mài mòn bình thường: pít tông vận hành qua lại với tốc độ cao trong xi lanh sẽ xảy ra hiện tượng mài mòn.
+Nếu phần thân dưới pít tông có màu trắng chứng tỏ độ mài mòn tương đối nhẹ, có thể tiếp tục sử dụng.
+Nếu phần thân dưới pít tông có 1/3 là màu hơi đen, trên bề mặt có vết mài mòn dạng sợi mành thì cũng có thể sử dụng tiếp.
- Phần đầu của pít tông bị cháy: trên đỉnh pít tông bám rất nhiều muội than, tạo ra hiện tượng quá nhiệt cục bộ, hoặc nhiên liệu phun bụi không tốt, dầu dính ở gần đỉnh pít tông, khi đốt cháy tạo thành nhiệt độ cao cục bộ, tất cả đều có thể làm cháy đỉnh pít tông.

Đầu pít tông bị oxi hóa, cháy tạo lớp muội than do làm việc trực tiếp trong buồng đốt dưới áp lực và nhiệt độ cao
- Mài mòn rãnh vòng găng pít tông: vòng găng pít tông vận hành trong rãnh vòng, làm cho rãnh quanh đầu pít tông bị mài mòn ở 2 mặt trên và dưới. Sau khi bị mài mòn thì rãnh biến thành hình bậc thang hoặc hình thang rất rộng. Mức độ mài mòn của rãnh vòng đầu tiên lớn hơn các rãnh vòng khác.
- Mài mòn vấu chốt pít tông: mức độ mài mòn của vấu chốt phần lớn quyết định bởi độ thô ráp bề mặt của chốt pít tông và lỗ đóng chốt, và tình hình liên kết giữa chúng.
1.2 Lựa chọn và thay pít tông
Sau khi tháo pít tông ra, nếu kiểm tra thấy độ mài mòn bình thường thì dùng panme đo đường kính ngoài của pít tông, đồng thời dùng thước đo lỗ (calip đo trong) đo đường kính trong của xi lanh, từ đó tính độ hở liên kết giữa chúng. Nếu độ hở liên kết vượt quá giá trị quy định thì phải thay pít tông mới. Độ hở liên kết giữa pít tông và xi lanh của một số xe được thể hiện trong bảng 3-5. Phương pháp lựa chọn cụ thể xem mục 1 của bài này.
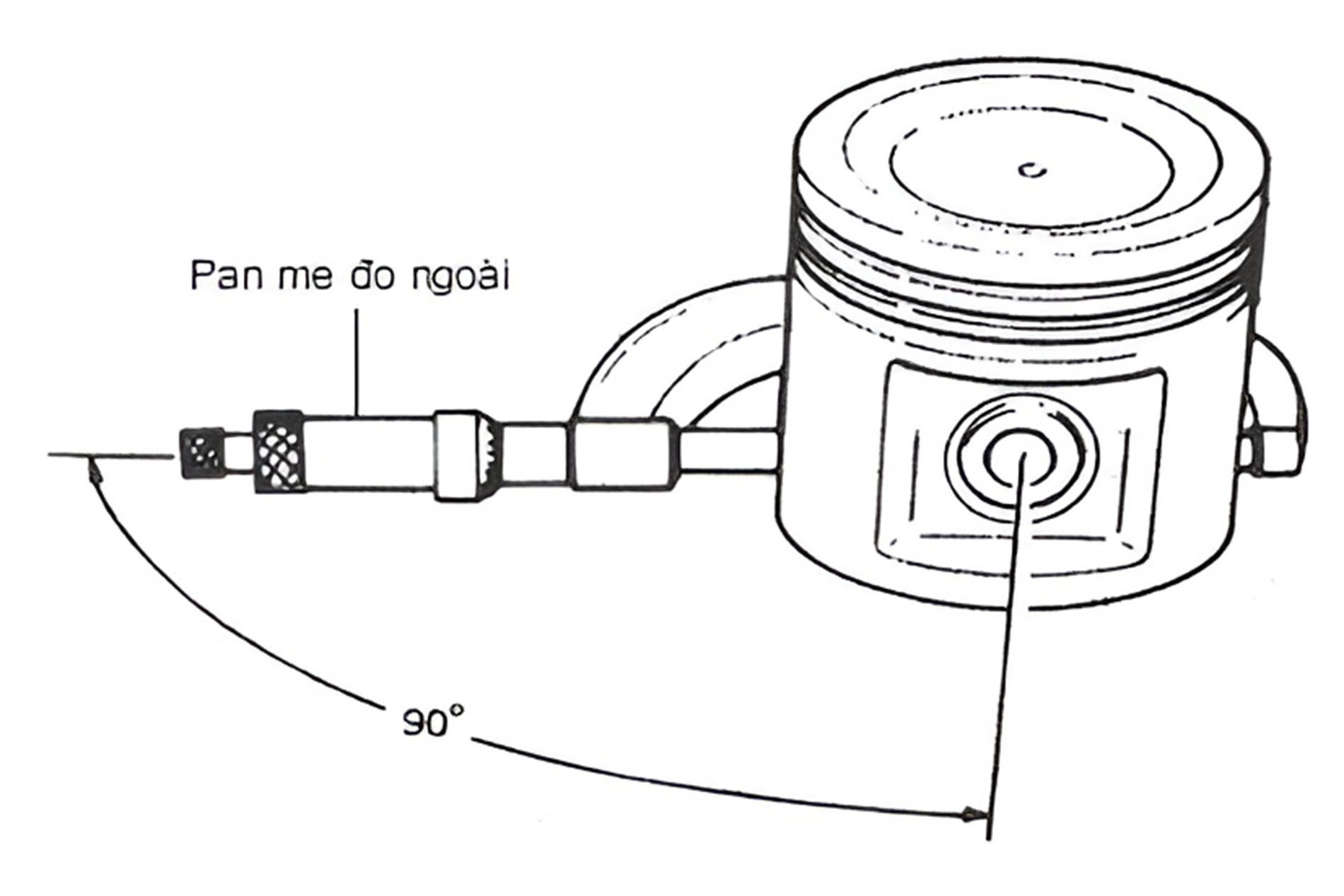
Dùng thước panme đo đường kính pít tông xác định xem pít tông có cần thay thế hay không
Đối với động cơ 2 xi lanh, khi chọn pít tông còn phải chú ý sai số trọng lượng của 2 pít tông. Ví dụ, đối với động cơ xe CJ750 thì sai số trọng lượng của 2 pít tông không được vượt quá 5% tổng trọng lượng của một pít tông, nếu không thì có thể gây ra sự mạnh khi động cơ hoạt động.
Bảng 3-5: Độ hở liên kết giữa pít tông và xi lanh của một số loại xe Đơn vị: mm

2. Vòng găng pít tông
Vòng găng trong pít tông hay còn gọi là xéc măng là một vòng kim loại hở được gắn với đường kính ngoài của pít tông trong động cơ đốt trong của xe máy, chúng có chức năng chính là làm kín buồng đốt, truyền nhiệt từ pít tông sang áo xi lanh, giảm tổn hao dầu bôi trơn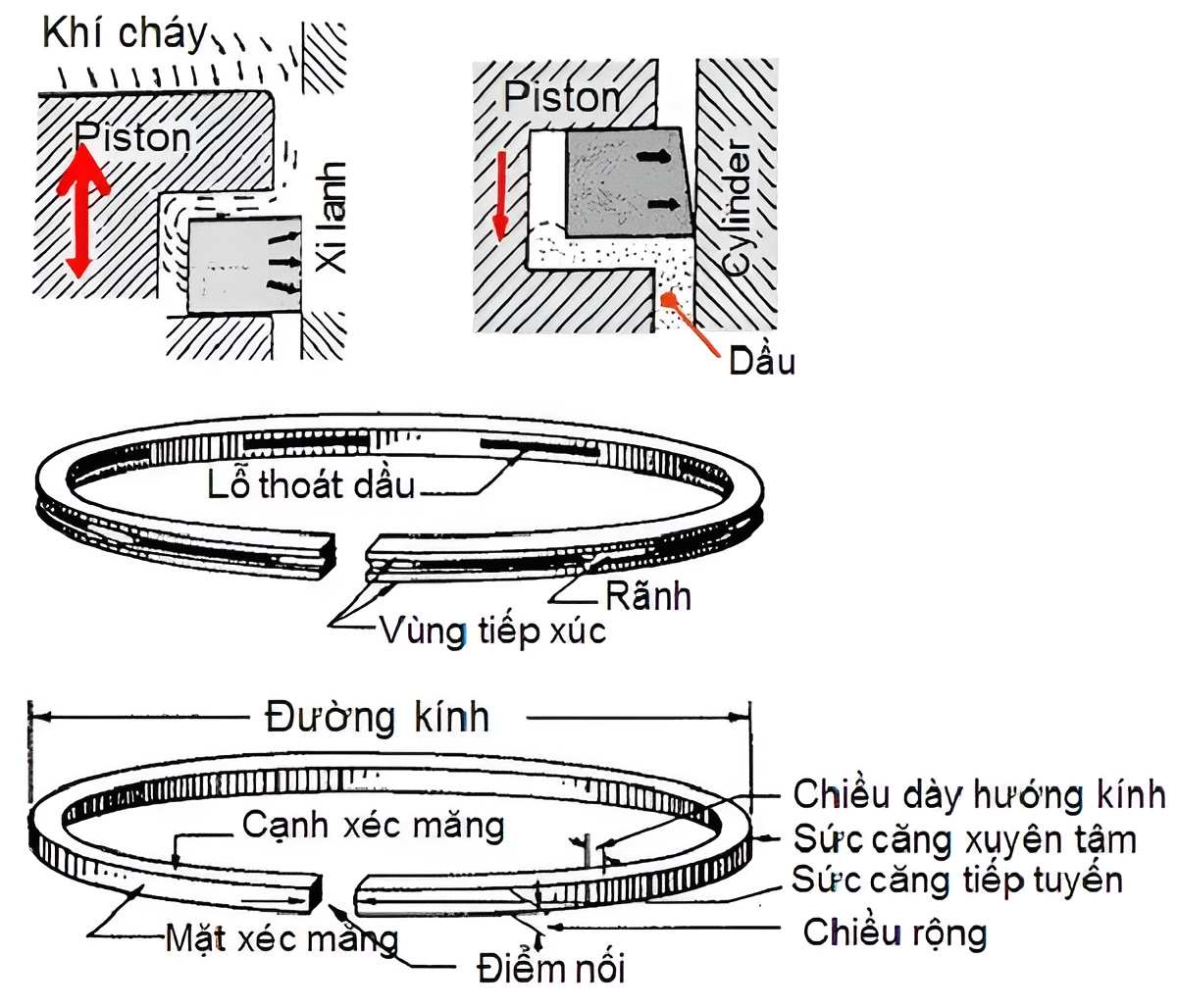
Cấu tạo và vị trí của vòng găng trên pít tông
2.1 Nguyên nhân và các kiểu hỏng hóc của vòng găng pít tông
- Quá trình mài của vòng găng pít tông: vòng găng pít tông vận chuyển qua lại theo thành xi lanh, ban đầu giữa vòng găng pít tông và thành xi lanh không thể tiếp xúc hoàn toàn, mức độ mài mòn tương đối nhanh, giai đoạn này gọi là hao mòn chạy rà. Sau khi bị hao mòn chạy rà, vòng găng pít tông hình thành mặt gương sáng bóng, diện tích tiếp xúc tăng, tốc độ mài mòn chậm, tức chuyển sang giai đoạn mài mòn vận hành.

Trong quá trình hoạt động và vận hành vòng găng pít tông dễ bị hỏng do mài mòn
- Quá trình tăng tốc mài mòn của vòng găng pít tông: sau một thời gian hoạt động, độ hở giữa pít tông và thành xi lanh tăng, khiến cho độ nghiêng của pít tông cũng tăng theo. Vòng găng pít tông cũng bị nghiêng, diện tích tiếp xúc tương đối nhỏ, tốc độ mài mòn của vòng găng pít tông tăng, mài mòn thành hình thang. Đồng thời, trong một số trạng thái hoạt động không bình thường cũng có thể làm tăng quá trình mài mòn của vòng găng pít tông.
Ví dụ , xi lanh nạp bụi bẩn hoặc nhiên liệu không sạch thì khó hình thành váng dầu, tạo ra hiện tượng ma sát khô.
- Hỏng hóc bất thường của vòng găng pít tông: khe hở của vòng găng pít tông quá nhỏ, khi chịu nhiệt sẽ dãn nở rồi ép lên thành xi lanh, làm phình xi lanh và gãy vòng găng pít tông. Vòng găng pít tông nếu bị lỗi về vật liệu chế tạo (như nứt, xốp, rỗ) thì trong quá trình sử dụng sẽ bị gãy.
2.2 Kiểm tra vòng găng pít tông
- Kiểm tra lực đàn hồi của vòng găng pít tông: kiểm tra lực đàn hồi có thể tiến hành bằng máy kiểm tra chuyên dụng, như hình 3-8. Khi kiểm tra, để vòng găng pít tông vào trong khe lõm ở để máy kiểm tra, miệng vòng găng hướng ra ngoài, sau đó di chuyển quả cân trên đòn, tác dụng lực theo đúng quy định sao cho độ hở giữa miệng vòng găng pít tông khớp với kích thước quy định. Nếu phụ tải phù hợp với yêu cầu kỹ thuật thì chứng tỏ lực đàn hồi đạt tiêu chuẩn.
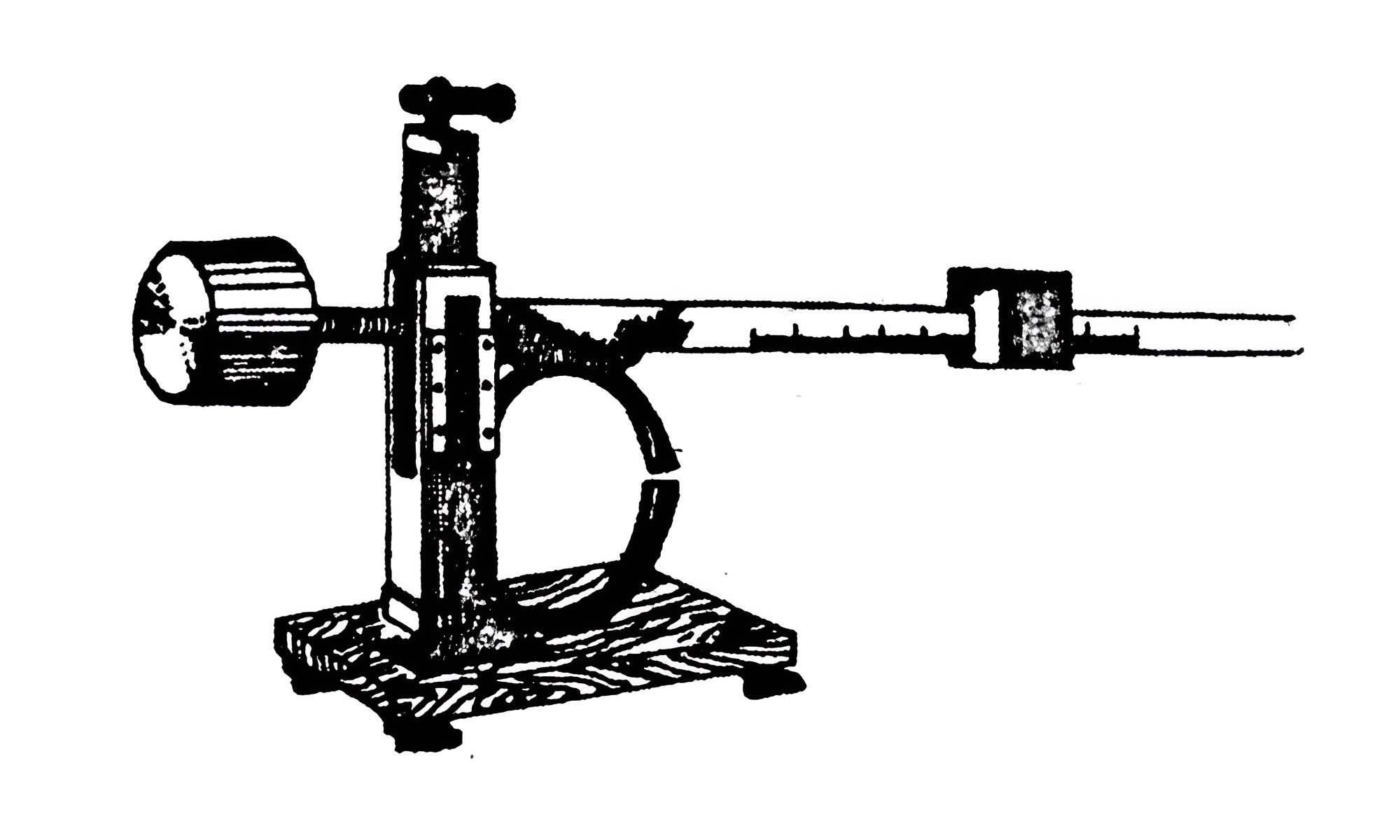
Hình 3-8:Kiểm tra lực đàn hồi của vòng găng pít tông
- Ngoài ra còn có thể dùng phương pháp đối chiếu đơn giản để tiến hành kiểm tra:
+Để dựng vòng găng pít tông cũ song song với vòng găng pít tông mới, miệng của 2 vòng cùng hướng về một bên, sau đó dùng tay ấn với lực như nhau rồi quan sát độ hở miệng của 2 vòng. Độ hở miệng lớn thì lực đàn hồi lớn, còn ngược lại thì nhỏ.
+Lực đàn hồi của vòng găng pít tông quá lớn sẽ làm cho vòng găng pít tông và xi lanh chóng bị mài mòn. Còn lực đàn hồi quá nhỏ thì tác dụng bịt kín của vòng găng pít tông giảm, từ đó dễ bị dò khí và rỉ dầu.
- Kiểm tra độ hở miệng vòng găng pít tông: như hình 3-9, cho vòng găng pít tông vào trong xi lanh rồi dùng pít tông để đẩy cho vòng nằm thẳng, sau đó dùng bộ căn lá (cỡ đo khe) để đo độ hở miệng. Độ hở miệng vòng găng pít tông theo quy định như bảng 3-6.
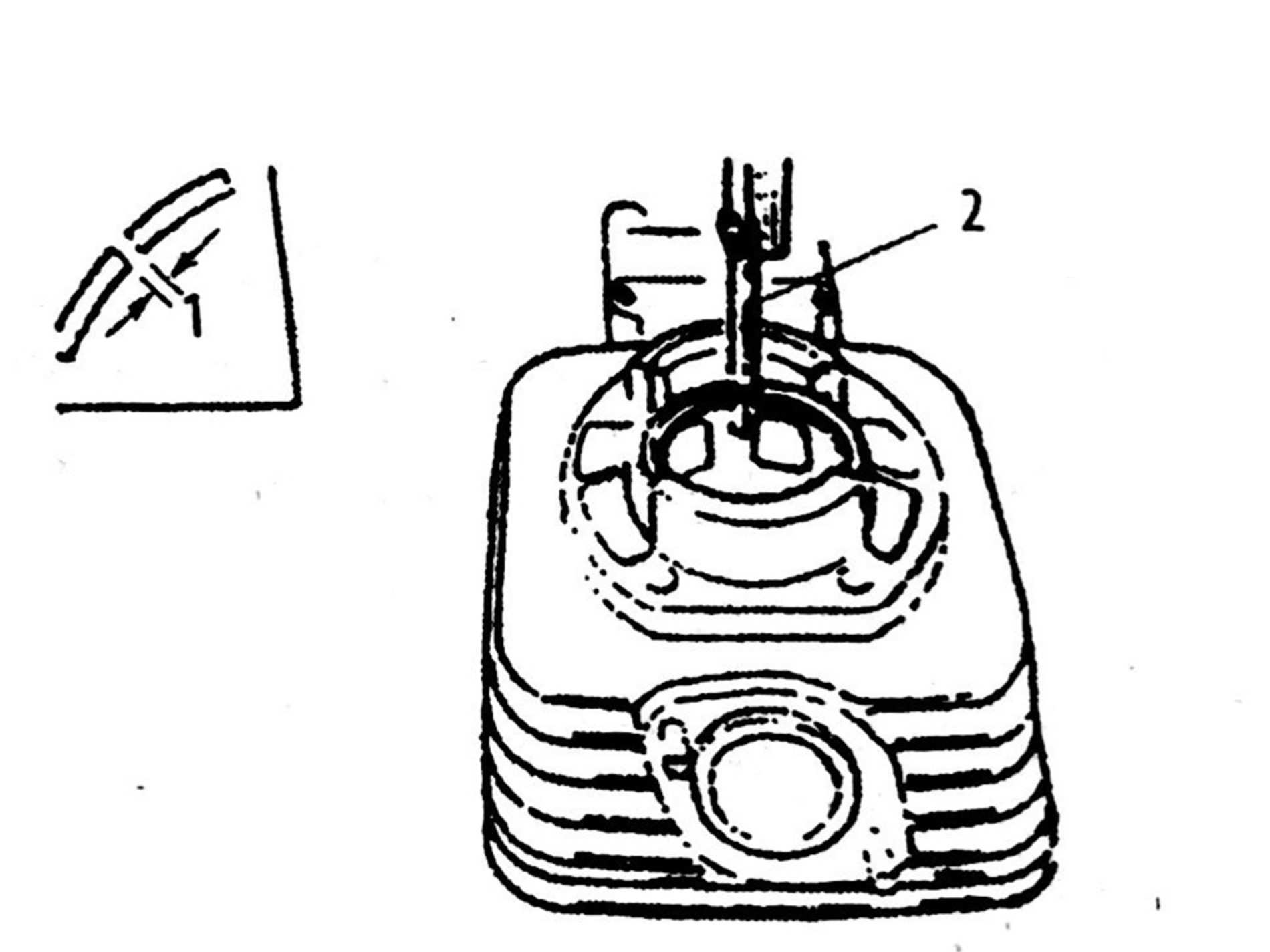
Hình 3-9:Kiểm tra độ hở miệng của vòng găng pít tông
1-Độ hở miệng;2-Bộ căn lá
| Loại xe | Độ hở miệng tiêu chuẩn | Giới hạn sử dụng | Hở bên vòng hơi (hoặc vòng đầu tiên) | Hở bên vòng (hoặc vòng thứ hai) |
| CJ750 | 0,15-0,2 | 1,2 | 0,04-0,08 | 0,025-0,065 |
| DH-SM750 | 0,2-0,3 | 1,2 | 0,06-0,095 | 0,02-0,06 |
| XF250 | 0,05-0,15 | 1,0 | 0,04-0,08 | |
| NF125 | 0,15-0,35 | 0,6 | 0,03-0,05 | 0,03-0,05 |
| Mô tô phân khối nhỏ K90 | 0,15-0,35 | 0,85 | 0,025-0,065 | |
| JL-JH70 | 0,15-0,35 | 0,75 | 0,04-0,08 | 0,02-0,04 |
| JL-CJ50 | 0,1-0,2 | 0,8 | 0,03-0,06 | |
| XF50 | 0,1-0,2 | 0,7 | 0,03-0,06 | |
| Yamaha RX125 | 0,15-0,35 | 0,6 | 0,03-0,05 | 0,03-0,05 |
| Yamaha DX100 | 0,15-0,35 | 0,6 | 0,03-0,05 | 0,03-0,05 |
| Suzuki K125 | 0,15-0,35 | 0,8 | 0,02-0,055 | |
| Suzuki AX100 | 0,15-0,35 | 0,8 | 0,03-0,07 | 0,01-0,05 |
| Suziku A100 | 0,15-0,35 | 0,8 | 0,025-0,065 | |
| Suzuki A80 | 0,1-0,3 | 0,7 | 0,03-0,07 | |
| Suzuki A50 | 0,1-0,3 | 0,8 | 0,03-0,07 | |
| Suzuki FA50 | 0,1-0,3 | 0,8 | 0,02-0,06 | |
| Suzuki K50 | 0,1-0,3 | 0,75 | 0,02-0,06 |
- Kiểm tra độ hở bên của vòng găng pít tông: độ hở bên của vòng găng pít tông tức chỉ độ hở giữa 2 mặt phẳng trên và dưới của vòng găng và rãnh vòng găng pít tông. Khi kiểm tra độ hở bên của vòng găng pít tông, trước tiên phải để vòng găng vào trong rãnh vòng, sao cho nó chuyển động tự do trong rãnh, không được có hiện tượng kẹt giắt. Sau đó làm như hình 3-10, dùng bộ căn lá đo hở bên của vòng găng pít tông. Độ hở bên của vòng găng pít tông theo quy định của các loại máy như bảng 3-6.
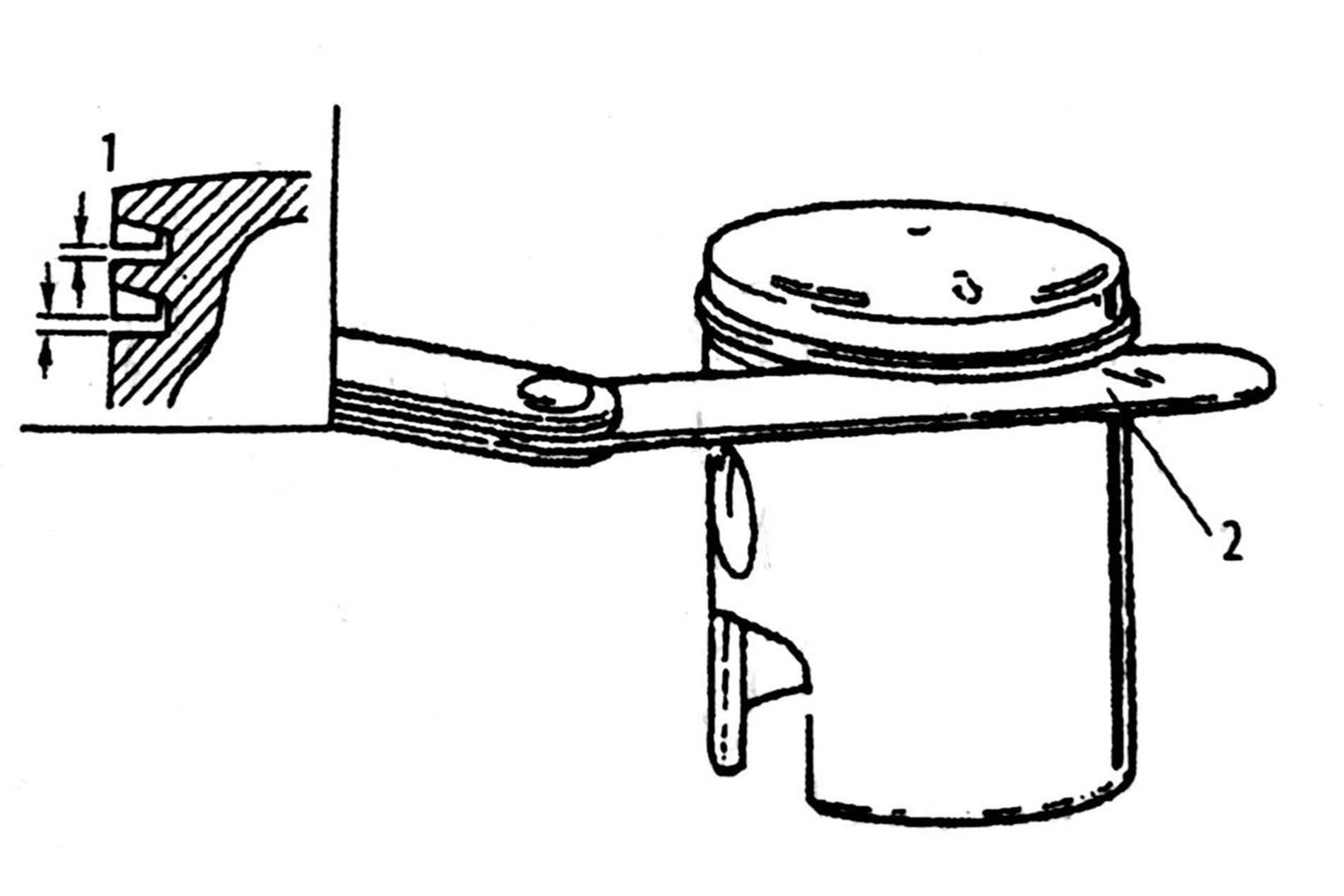
Hình 3-10:Kiểm tra độ hở bên của vòng găng pít tông
1-Độ hở bên;2-Bộ căn lá
2.3 Thay thế và lựa chọn vòng găng pít tông
Khi vòng gằng pít tông vượt quá giới hạn mài mòn, hoặc lực đàn hồi nhỏ, hoặc độ hở miệng và độ hở bên quá lớn thì phải thay vòng găng pít tông mới. Nếu không thì sẽ làm giảm tính bịt kín của vòng găng pít tông, khiến cho công suất của động cơ giảm, lượng tiêu hao nhiên liệu tăng. Khi thay vòng thì phải tiến hành lựa chọn, trình tự chọn lựa như sau:
Khi thay thế vòng găng/xéc măng pít tông cần lựa chọn theo các tiêu chí sau
Chọn vòng găng pít tông theo kích thước xi lanh, đảm bảo độ hở miệng của vòng găng pít tông nằm trong phạm vi quy định.
- Ngoài kích thước chuẩn thì để thích ứng với nhu cầu sửa chữa xi lanh, thông thường vòng găng pít tông cũng có từ 3-6 cấp kích thước để sửa chữa, mỗi cấp cộng thêm 0,25mm.
- Khi chọn dùng phải kiểm tra theo phương pháp kiểm tra độ hở miệng vòng găng pít tông, nếu độ hở quá lớn thì không thể sử dụng.
- Nếu độ hở quá nhỏ thì có thể lấy ra rồi dùng máy giữa mặt bên của miệng vòng găng. Khi giũa phải chú ý độ phẳng của mặt bên vòng găng, giữa xong phải đổ hết mạt ra, để tránh làm xước thành xi lanh.
- Để kéo dài tuổi thọ sử dụng vòng găng pít tông, cũng có thể dựa vào kinh nghiệm của mình để chọn độ hở miệng nhỏ hơn giá trị quy định. Ví dụ, động cơ xe CJ750 thì chọn độ hở miệng vòng găng pít tông từ 0,15-0,2mm là thích hợp.
Lưu ý: Chọn vòng găng pít tông phải đáp ứng được độ hở liên kết giữa vòng găng pít tông và rãnh vòng găng pít tông. Khi thay vòng găng pít tông, còn phải kiểm tra độ hở bên theo phương pháp kiểm tra độ hở bên của vòng găng pít tông.
Nếu độ hở bên quá lớn thì phải chọn lại. Nếu độ hở bên quá nhỏ thì có thể mài theo cách dưới đây:
Nếu độ hở bên quá lớn thì phải chọn lại. Nếu độ hở bên quá nhỏ thì có thể mài theo cách dưới đây:
- Để vòng găng pít tông lên trên giấy nhám cực mịn (số 0) để mài. Khi mài, giấy nhám phải trải trên bàn nguội, sau đó bôi một ít dầu máy để vòng găng ép sát xuống bề mặt giấy nhám, sau đó đẩy qua đầy lại thật đều.
- Rắc một ít vật liệu mài (hạt thủy tinh) và dầu máy lên tấm kính phẳng, sau đó để vòng găng lên rồi tiến hành mài.
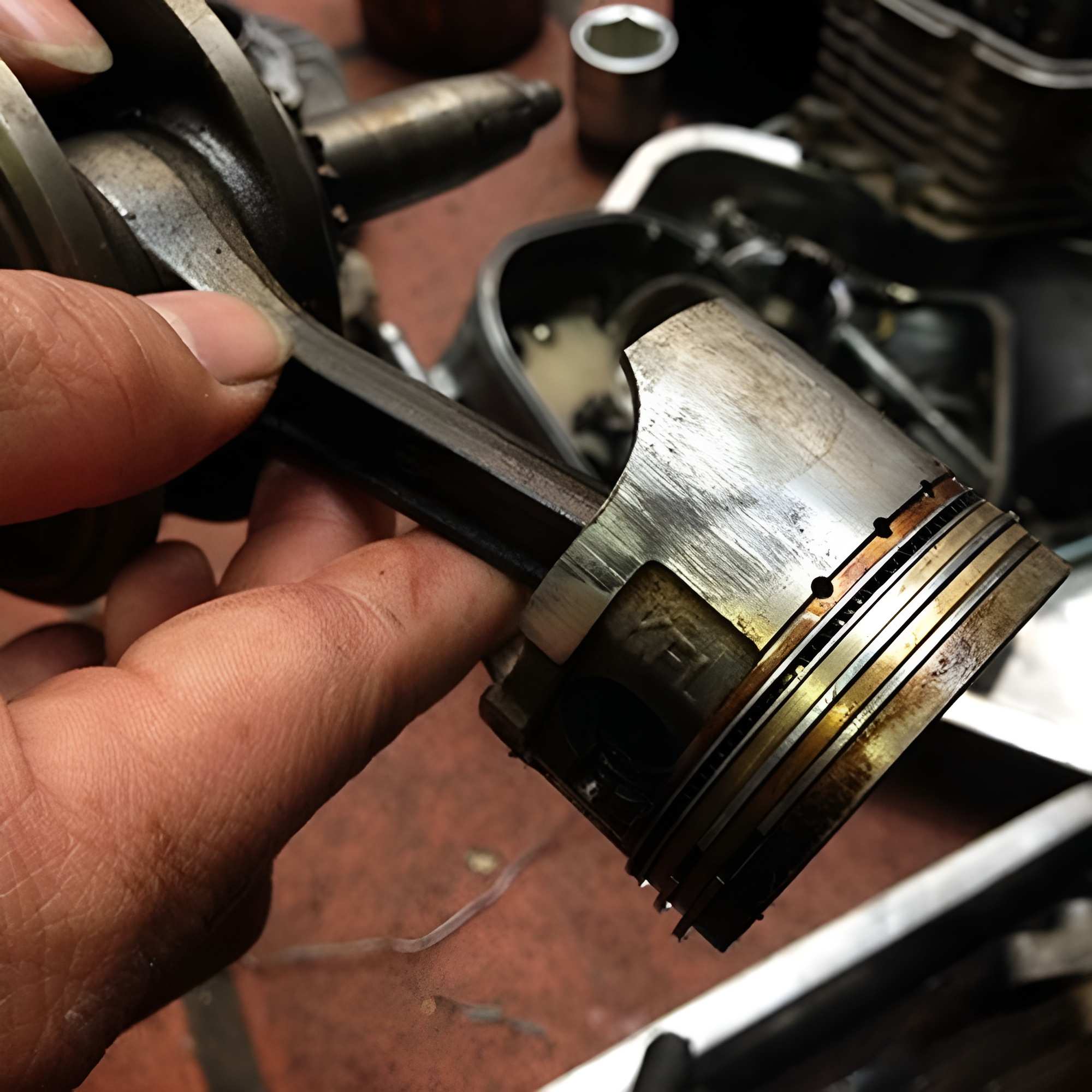
3. Chốt pít tông
Chốt pít tông có công dụng như một bản lề nối pít tông với đầu nhỏ thanh truyền trong quá trình làm việc của động cơ chốt pít tông phải chịu tác dụng dưới tải trọng, áp suất và nhiệt độ cao dẫn tới nhanh chóng bị mài mòn oxi hóa do đó việc kiểm tra thay thế và sửa chữa cần được tiến hành định kì.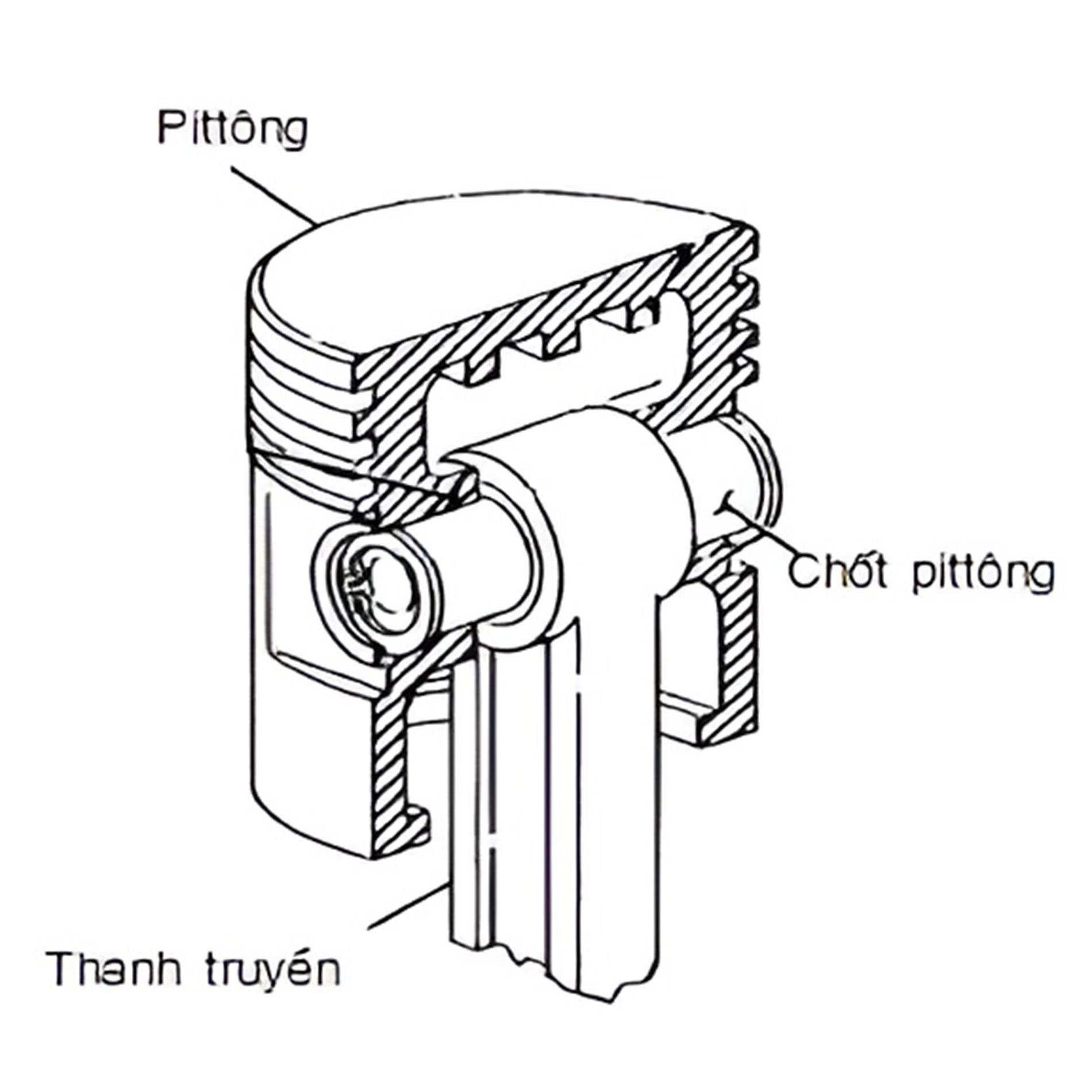
Vị trí mối ghép của chốt pít tông
3.1Mức độ mài mòn và biến dạng của chốt pít tông
- Khi chốt pít tông hoạt động, giữa vòng bi nhỏ của thanh truyền và vấu chốt pít tông đều có độ hở rất nhỏ, có thể chuyển động trong vấu chốt pít tông và trong vòng bi nhỏ của thanh truyền. Do vậy trong trạng thái bình thường, độ mài mòn xung quanh chốt pít tông tương đối đều.
- Khi động cơ hoạt động, do sức nén của khí đốt và lực quán tính của cơ cấu thanh truyền nổi pít tông khiến cho chốt pít tông chịu lực tác động tương đối lớn, mức độ và hướng chịu tải đều thay đổi theo chu kỳ. Khi độ cứng của vấu chốt pít tông không đủ thì sẽ xảy ra hiện tượng cong biển dạng.
3.2 Kiểm tra và sửa chữa chốt pít tông
Kiểm tra đường kính ngoài và độ tròn của chốt pít tông có thể dùng vi kế chỉ báo (panme có thang số) để tiến hành đo. Còn độ cong thì có thể để lên bàn nguội rồi dùng bộ căn lá để kiểm tra, hoặc cũng có thể suy đoán qua độ trong suốt.

Chốt pít tông tuy được làm bằng vật liệu thép hợp kim tốt nhưng cũng không tránh khỏi hỏng hóc trong quá trình vận hành
- Khi kiểm tra độ cong phải để chốt pít tông lăn trên bàn nguội, để xác định hướng cong nhiều nhất.
- Khi chốt pít tông bị cong biến dạng nghiêm trọng thì phải thay cái mới. Khi độ mài mòn của đường kính ngoài chốt pít tông vượt quá giới hạn thì có thể dùng phương pháp mạ crôm để sửa chữa phục hồi (chú ý: độ hở giữa đường kính ngoài vòng găng trước khi mạ crôm và vấu chốt pít tông phải trong vòng 0,03mm, nếu không thì phải thay). Trước khi mạ crôm, phải căn cứ vào sai số độ tròn để mài nhỏ đường kính của chốt pít tông, sao cho nó thật tròn, để đảm bảo tính bôi trơn tốt, phải áp dụng phương pháp mạ crôm nhiều lỗ rỗng. Mạ crôm xong phải mài đến kích thước chuẩn hoặc kích thước sửa chữa.
3.3 Chọn lựa chốt pít tông
Khi độ mài mòn của chốt pít tông vượt qua giới hạn nhất định, hoặc biến dạng và bề mặt bị trầy hoặc có vết nứt thì phải thay cái mới. Khi thay chốt pít tông phải xem xét nên chọn loại chốt nào. Khi chọn chốt pít tông có thể tiến hành theo phương pháp dưới đây:
Xem xét độ hở liên kết giữa chốt pít tông và vấu chốt pít tông
- Khi vấu chốt pít tông bằng nhôm chịu nhiệt sẽ dẫn nở to hơn chất pít tông bằng thép. Để phòng tránh khi động cơ hoạt động, chốt pít tông do có độ hở quá lớn mà có sự chuyển dời trong vấu chốt, từ đó gây và tăng độ mài mòn, chốt pít tông kiểu nổi hoàn toàn dưới nhiệt độ thường kết hợp với vấu chốt sẽ dính vào nhau.
- Khi pít tông ở nhiệt độ 75-80°C thì lại có độ hở, làm cho chốt pít tông có thể chuyển động trong vấu chốt, đó là hiện tượng lắp trung gian từ âm (hoặc từ 0) sang dương. Chốt pít tông và vấu chốt pít tông của các loại động cơ xe máy có độ hở lắp ghép dưới nhiệt độ thường như bảng 3-7.
| Loại xe | Độ hở lắp ghép | Loại xe | Độ hở lắp ghép |
| CJ750 | -0,01 - 0,02 | Yamaha RX125 | 0 - 0,006 |
| DH-SM750 | -0,01 - 0,002 | Yamaha DX100 | 0 - 0,006 |
| XF250 | -0,018 - 0,004 | Suzuki A100 | -0,002 - 0,011 |
| NF125 | 0 - 0,006 | Suzuki AX100 | 0,005 - 0,010 |
| Mô tô phân khối nhỏ K90 | 0,002 - 0,011 | Suzuki A50 | -0,002 - 0,01 |
| JL-JH70 | -0,002 - 0,01 | Suzuki K50 | -0,004 - 0,012 |
| JL-CJ50 | 0,001 - 0,015 | Suzuki FA50 | -0,002 - 0,01 |
| XF50 | 0 - 0,015 |
Khi sửa chữa, để lắp ghép chốt pít tông với vấu chốt thì trước tiên phải chọn kích thước của chốt pít tông, sau đó tiến hành doa, khoét (chà) hoặc chuốt để đạt yêu cầu lắp ghép.
Sau đây sẽ giới thiệu quá trình tiến hành công nghệ doa, sửa và lắp vấu chốt pít tông.
Sau đây sẽ giới thiệu quá trình tiến hành công nghệ doa, sửa và lắp vấu chốt pít tông.
- Bước 1: chọn dao khoét. Căn cứ vào kích thước thực tế của vấu chốt pít tông để chọn dao khoét có thể điều chỉnh theo đường kính thích hợp, chiều dài của dao khoét phải đồng thời có thể khoét được 2 vấu chốt, để đảm bảo tính đồng trục của 2 lỗ.
- Bước 2: kẹp chặt dao khoét và pít tông. Kẹp chặt dao khoét vuông góc với mỏ kẹp (êtô), sau đó lồng vấu chốt pít tông vào dao khoét.
- Bước 3: điều chỉnh dao khoét. Dao đầu tiên là để tiến hành khoét thử nghiệm, do lỗ khoét vấu chốt rất nhỏ nên thường điều chỉnh sao cho đầu trên của dao lộ ra vấu chốt là được. Mức điều chỉnh của các dao tiếp theo cũng không nên quá lớn. Thông thường xoay điều chỉnh đai ốc 60-90° là được.
- Bước 4: tiến hành khoét. Khi khoét, 2 tay giữ pít tông rồi khẽ ẩn đều, xoay khoét thuận chiều kim đồng hồ. Cứ mỗi lần điều chỉnh dao khoét là phải khoét sang 2 phía trên dưới của vấu chốt một lần. Mỗi lần khoét, khi phía dưới vấu chốt ngang với đầu dưới của lưỡi dao thì phải từ từ ấn pít tông xuống, để nó chui ra từ phía dưới dao khoét, để tránh khoét lệch và tạo gợn sóng.
- Bước 5: lắp thử. Trong quá trình khoét luôn luôn phải lắp thử chốt pít tông, để tránh khoét bị to. Khi gần đạt yêu cầu lắp ghép thì phải giảm lượng khoét. Khi dùng bàn tay có thể đẩy chốt pít tông vào được 1/3 vấu chốt thì phải dừng khoét ngay.
- Bước 6: thử nghiệm lắp nóng. Sau khi khoét xong vấu chốt pít tông, không được lắp vào xe dùng ngay, mà phải tiến hành thử nghiệm lắp nóng trước.
Phương pháp thử nghiệm là:
- Trước tiên đo phạm vi dao động của phần thân dưới pít tông
- Sau đó cho pít tông vào khay xăng gia nhiệt lên 100-200°C, đồng thời giữ nhiệt độ trong một khoảng thời gian nhất định
- Sau khi lấy ra thì nhanh chóng lắp chốt pít tông vào trong vấu chốt.
- Sau khi để pít tông nguội hoàn toàn lại tiến hành đo kích thước thay đổi của phần thân dưới pít tông. Nếu sai số độ tròn của phần thân dưới pít tông trong vòng 0,3mm thì bình thường, còn nếu vượt quá tức lắp quá chặt, phải khoét thêm vấu chốt.
Xem xét việc lắp ghép chốt pít tông với đầu nhỏ thanh truyền
Lắp gá thanh truyền của động cơ xe máy với chốt pít tông được phân thành 2 loại:
Chốt pít tông được kết nối với thanh truyền thông qua một mối ghép
- Một là lắp đầu gá nhỏ vào ổ bi có đũa dài, do ổ bi có đũa dài lắp với chốt pít tông.
- Hai là ấn đầu gá nhỏ vào một cái vòng đệm bằng đồng đen, sau đó lắp vòng đệm với chốt pít tông, sự lắp ghép của nó dưới nhiệt độ thường là 0,0045-0,0095mm.
Trong trường hợp lắp vòng đệm với chốt pít tông
Khi sửa chốt pít tông cũng phải chọn vòng đệm thanh truyền theo đúng kích thước của chốt pít tông, sau đó tiến hành khoét vòng đệm thanh truyền để đáp ứng yêu cầu lắp ghép. Quá trình khoét vòng đệm thanh truyền như sau:
Khi sửa chốt pít tông cũng phải chọn vòng đệm thanh truyền theo đúng kích thước của chốt pít tông, sau đó tiến hành khoét vòng đệm thanh truyền để đáp ứng yêu cầu lắp ghép. Quá trình khoét vòng đệm thanh truyền như sau:
- Bước đầu tiên, chọn dao khoét.
- Bước thứ hai, kẹp dao với thanh truyền.
- Bước thứ ba, điều chỉnh dao khoét.
- Bước thứ tư, tiến hành khoét (lưu ý: phải dùng 1 tay đỡ đầu to thanh truyền và dùng lực chuốt đều, còn 1 tay khẽ ấn đầu nhỏ xuống dưới để tiến hành khoét).
- Bước thứ năm, lắp thử, tức dùng bàn tay đẩy chốt pít tông vào trong 1/3 - 2/3 lỗ vòng đệm thì dừng khoét.
- Bước thứ sáu, cạo gạt, tức dùng dao cạo để gạt, đến khi dùng lực của ngón tay cái đẩy chốt pít tông vào thì điều chỉnh độ lỏng chặt cho phù hợp.
