CÁC KHUYẾT TẬT MỐI HÀN
Chảy loang bề mặt mối hàn.
Hiện tượng này xuất hiện khi kim loại hàn chảy loang ra bề mặt của kim loại cơ bản. Nguyên nhân xuất hiện là do dòng điện quá lớn; chiều dài hồ quang hàn lớn; vị trí đặt que hàn không đúng; góc nghiêng của vật hàn lớn khi hàn đứng.Vết lõm mép hàn.
Đây là những chỗ lõm sâu (rãnh) trên kim loại cơ bản theo cạnh mép hàn khi dòng điện hàn quá lớn hoặc hồ quang hàn quá dài. Khuyết tật này làm giảm tiết diện chịu lực của kim loại cơ bản và có thể là nguyên nhân làm cho liên kết hàn bị phá hủy.Cháy thủng.
Khi hàn có thể xuất hiện các lỗ thủng xuyên mối hàn.Nguyên nhân là do khe hở chân mỗi hàn quá lớn, dòng hàn quá lớn hoặc công suất mỏ hàn quá lớn khi tốc độ hàn quá nhỏ.Thiếu hụt cuối đường hàn (lõm đầu và cuối).
Hiện tượng này hình thành khi kết thúc đường hàn. Nguyên nhân là do ngắt hồ quang một cách đột ngột hoặc do ngọn lửa hồ quang bị thổi lệch.Sự thiếu hụt này làm cho tiết diện mối hàn bị giảm và có thể là chỗ phát sinh các vết nứt.
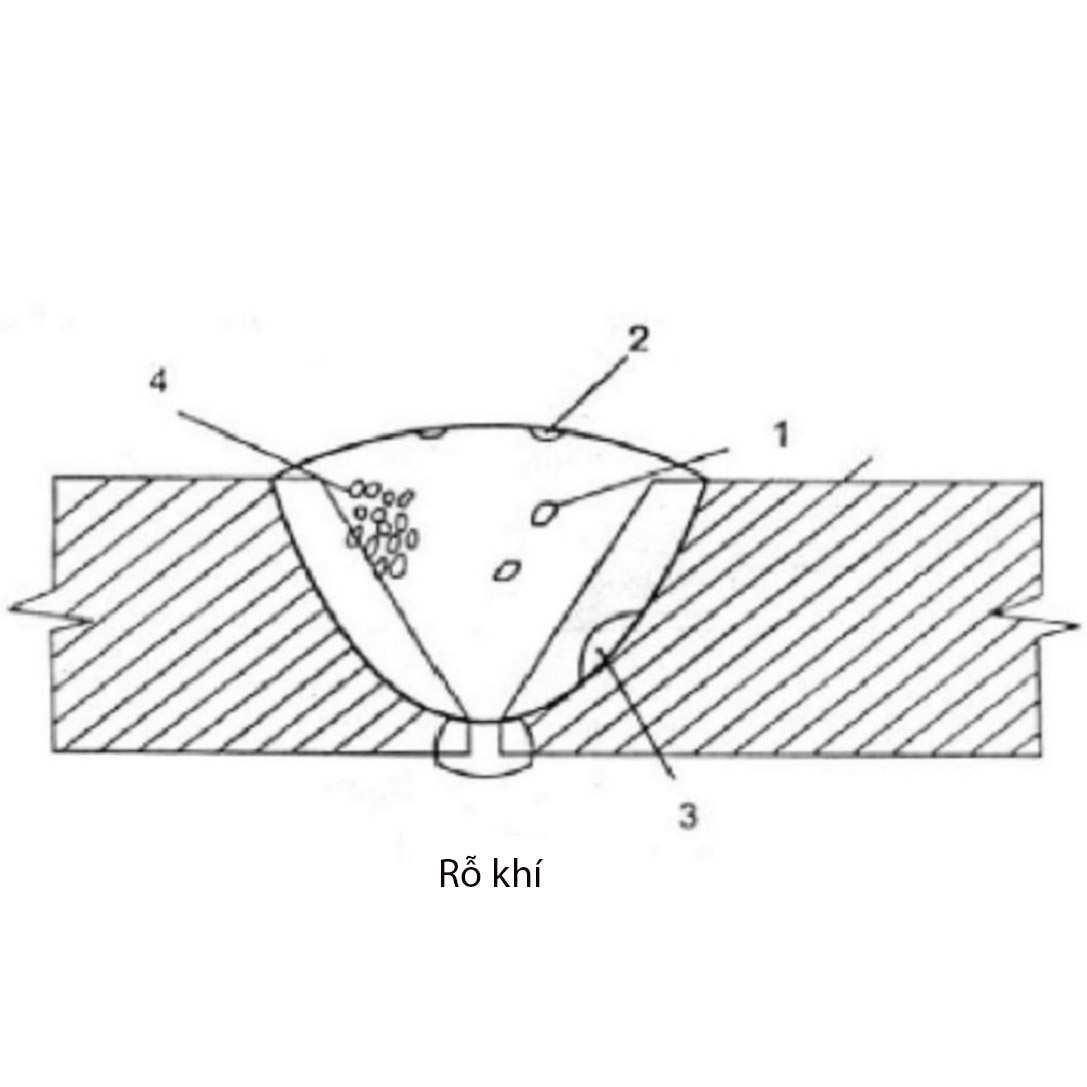
Rỗ khí.
Thường gặp rễ khi lượng cacbon trong kim loại cơ bản cao; khi trên mép hàn còn có dầu, mỡ, sơn hoặc khi các chất đó bám vào dây hàn, que hàn; khi dùng vật liệu hàn ẩm, có chứa nước hoặc trong khi bảo vệ có lẫn tạp chất. Ngoài ra còn do điều chỉnh ngọn lửa hàn không thích hợp và hàn quá nhanh khi sử dụng phương pháp hàn trong môi trường khí bảo vệ CO₂.Lẫn xỉ.
Đây là kết quả của việc làm sạch gi mép hàn hoặc dây hàn không triệt để. Trường hợp hàn nhiều lớp lẫn xỉ cũng do tẩy xỉ hàn lớp trước không triệt để.Xỉ lẫn vào kim loại mối hàn sẽ làm cho tiết diện chịu lực của nó bị giảm, giảm độ bền và dẫn đến sự tập trung ứng suất tại đó.
Hàn không ngấu.
Là khuyết tật xuất hiện ở chỗ kim loại mối hàn và kim loại cơ bản không dính (không ngấu) hoặc ở chỗ các lớp hàn (khi hàn nhiều lớp) không dính nhau.Nguyên nhân là làm sạch kim loại cơ bản (như bụi, gỉ, sơn...) không triệt để, góc vát mép nhỏ, phần làm tù chân mối hàn quá lớn, khe hở hàn quá hẹp, dòng hàn quá nhỏ, tốc độ hàn lớn và lệch vị trí que hàn ra khỏi trục mối hàn.
Trong kỹ thuật hàn, nứt được chia thành hai loại: nứt nóng và nứt nguội tùy theo nhiệt độ mà ở đó chúng xuất hiện. Sự tồn tại của các màng nửa đặc nửa chảy lỏng của quá trình kết tinh cộng với sự tồn tại của ứng suất kéo dài do co ngót là nguyên nhân của nứt nóng.
Ngoài ra nứt nóng còn xuất hiện do trong kim loại mối hàn chứa một lượng nhất định các nguyên tố cacbon, silic, hydro và niken. Nứt nóng thường được phân bố bên trong mối hàn và khó phát hiện được.
Nứt nóng thường phát triển ra đến tận bề mặt mối hàn và có thể dễ dàng nhìn thấy.
