
Vật liệu hàn khí cháy
Ôxy.
Ôxy được chứa dưới dạng chai có áp suất 150 kG/cm² hoặc được lấy từ hệ thống ống dẫn của trạm điều chế ôxy. Bản thân ôxy không cháy nhưng là chất không thể thiếu trong quá trình cháy. Nói chung khí ôxy ít nguy hiểm.Cacbit canxi (đất đèn)
Là chất có màu tro dưới dạng cục rắn. Kích thước các cục cacbit canxi và ký hiệu qui ước của chúng cho trong bảng 21.| Kích thước các cục cacbit canxi (mm) | 2-8 | 8-15 | 15-25 | 25-80 |
| Ký hiệu quy ước | 2/8 | 8/15 | 15/25 | 25/80 |
Khi phân loại rồi, cacbit canxi không chứa hơn 2-5% số cục có kích thước khác loại. Cacbit canxi được chứa trong các thùng sắt kín. Cacbit canxi dùng để điều chế khí axêtylen.
Axêtylen
Là chất khí không màu và có mùi hôi đặc trưng, nó dễ cháy và dễ gây nổ. Nếu hít phải khí này trong một thời gian dài sẽ bị chóng mặt, buồn nôn và có thể bị nhiễm độc. Trong kỹ thuật hàn, khí axêtylen được điều chế từ cacbit canxi (bảng 22).Để một thể tích axetylen cháy hoàn toàn, cần có 2,5 lần thể tích ôxy lớn hơn. Khi cháy trong hỗn hợp với ôxy sach axetylen cho ngon lửa có nhiệt độ lên tới 3150°C.
Chất xốp và axêtôn
Để giữ được axetylen trong bình chứa (chai đựng), người ta hòa tan axêtylen vào axêtôn và chất xốp để tạo điều kiện cho hỗn hợp hòa tan này có diện tích bề mặt tiếp xúc lớn. Một thể tích axêtôn ở điều kiện tiêu chuẩn có thể hòa tan 23 thể tích axêtylen. Khi nhiệt độ môi trường tăng thì mức độ hòa tan axêtylen trong axêtôn giảm và ngược lại.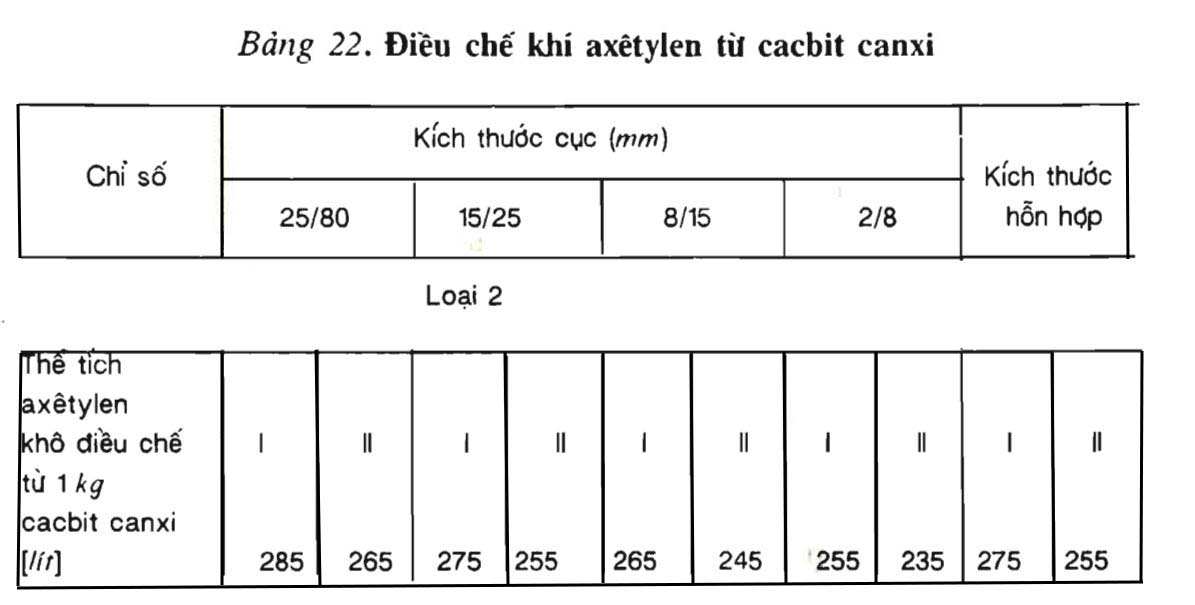
Các loại khí thay thế khí axetylen
Đó là khí thiên nhiên, khí nén hỗn hợp prôpan-butan. Để 1 m³ propan cháy, cần có 5 m³ ôxy, với butan sẽ là 6,5 m³ ôxy.Propan - butan nặng hơn không khí. Nhiệt hợp khí này cháy tới 2500 - 2750°C. độ của ngọn lửa do hỗn
Ngoài propan-butan, để cắt kim loại, người ta còn dùng khí thiên nhiên. Nhiệt độ ngọn lửa cháy của khí thiên nhiên đạt tới 2750°C - 2850°C.
Để cắt kim loại cũng có thể dùng dầu hỏa. Hơi của dầu hỏa dễ cháy nổ. Nhiệt độ ngọn lửa cháy đạt tới 2200 - 2400°C khi hơi của nó cháy trong ôxy.
Xăng
Xăng là chất dễ bốc hơi, trong không khí dễ bắt lửa. Hơi xăng nặng hơn không khí, do đó để gia công không nên dùng xăng nguyên chất. Nên dùng hỗn hợp 65-50% dầu hỏa và 35-50% xăng.Thiết bị hàn khí
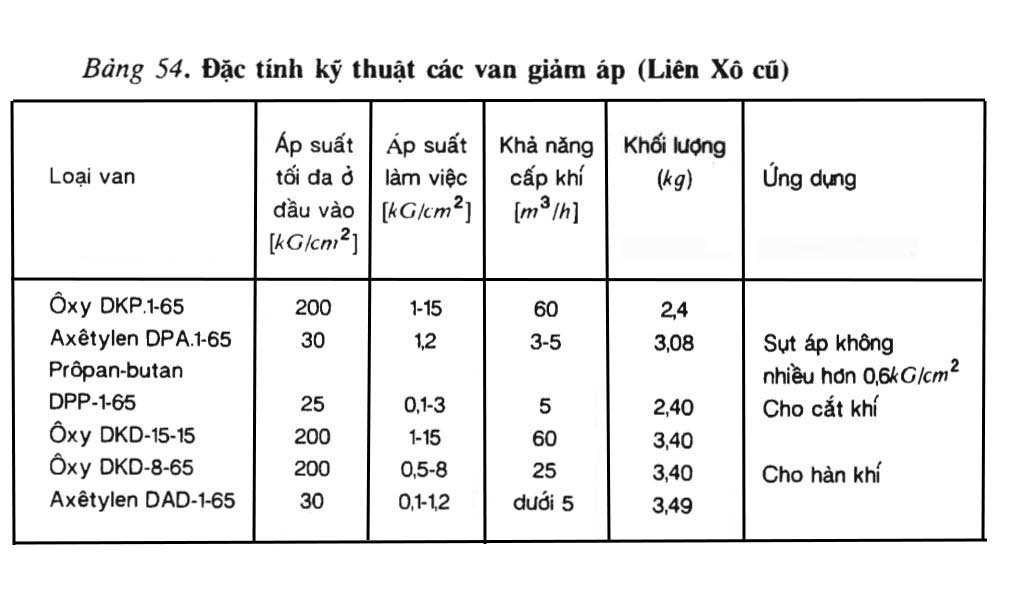
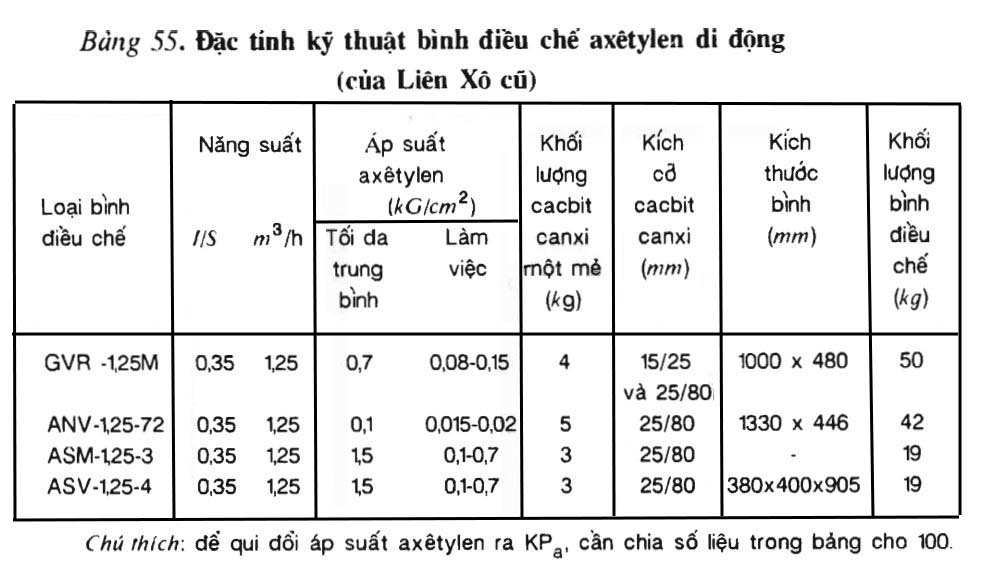
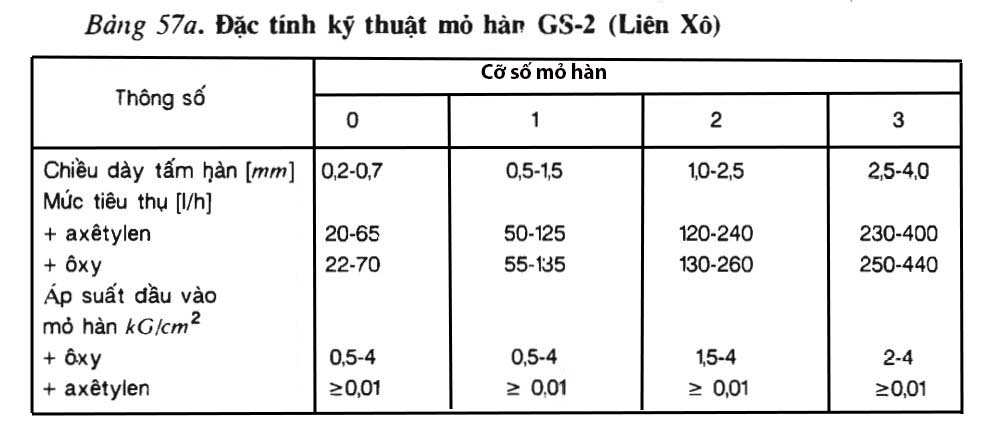
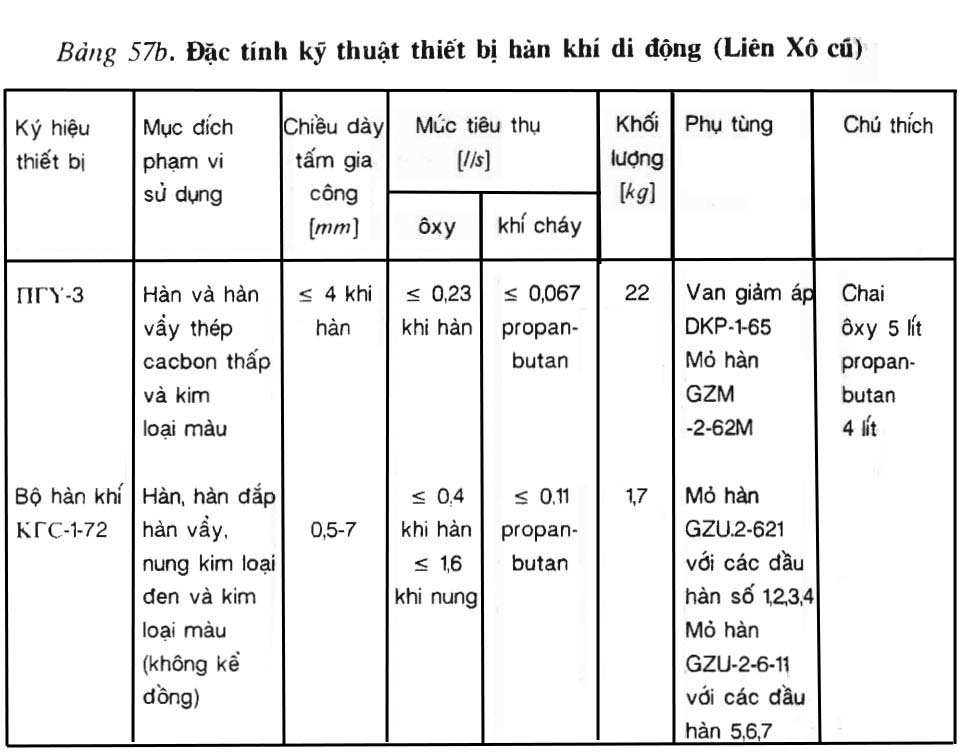
Thiết bị hàn bằng khí cháy hiện tồn tại ở Việt Nam có rất nhiều loại. Có nhiều và được sử dụng nhiều là thiết bị của Liên Xô trước đây. Chúng tôi xin giới thiệu đặc tính của một số thiết bị (bảng 53-57).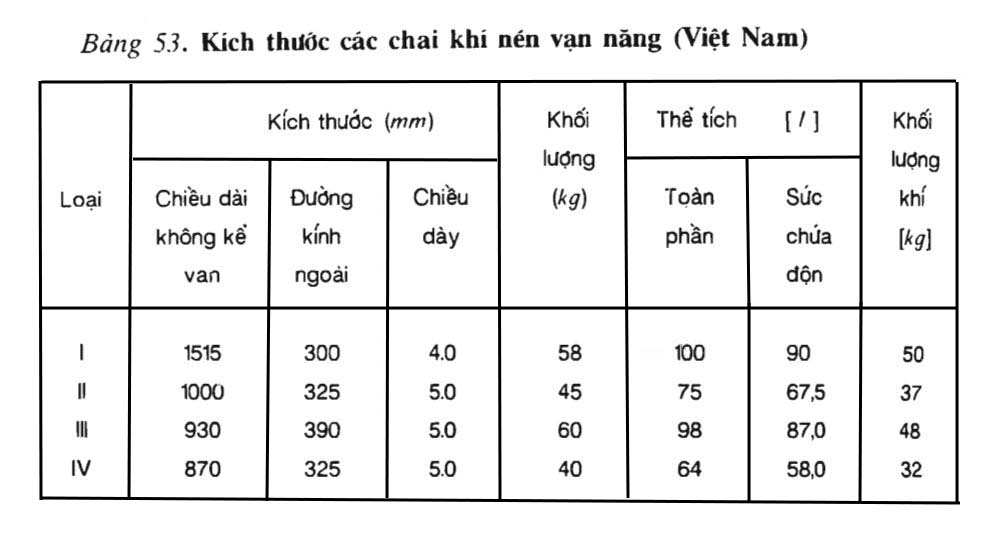
| Chiều dày tấm hàn (mm) | đến 1 | 1-2 | 2-3 | 3-5 | 5-8 | 8-12 | 12-20 |
|---|---|---|---|---|---|---|---|
| Cỡ số đầu mỏ hàn Mức tiêu thụ [l/h] + axêtylen + ôxy | 1 100 120 | 2 160 185 | 3 250 280 | 4 400 450 | 5 630 730 | 6 1000 1150 | 7 1600 1760 |
| Áp suất đầu vào của mỏ hàn [kG/cm²] + ôxy + axêtylen | 2,5 | 2,5 | 2,5 | 2,5 | 2,5 0,005÷0,4 | 2,5 | 2,5 |
Công nghệ hàn thép bằng khí
Tùy theo tỷ lệ giữa ôxy và axetylen (β = O₂/C₂H₂) trong hỗn hợp cháy mà ngọn lửa hàn có thể là ngọn lửa bình thường, ngọn lửa ôxy hóa và ngọn lửa cacbua hóa.Ngọn lửa bình thường (còn gọi là ngọn lửa trung tinh) xuất hiện khi tỷ lệ ôxy với axetylen nằm trong khoảng β = 1,1 - 1,2. Ngọn lửa gồm ba vùng. Vùng hạt nhân ở ngay đầu mỏ hàn, có dạng hình côn đầu tù có màu sáng chói. Vì không có ôxy nên nhiệt độ vùng này thấp, không dùng để hàn. Vùng hoàn nguyên (tiếp theo vùng hạt nhân) có màu sáng xanh, nhiệt độ đạt cao. Nhiệt độ tối đa của ngọn lửa hàn này nằm ở vùng hoàn nguyên và ở cách nhân ngọn lửa 2-4mm. Vì vậy chỗ này dùng để nung chảy kim loại hàn. Vùng đuôi ngọn lửa nằm sau vùng hoàn nguyên và có dạng hình côn kéo dài, màu đỏ sẫm, nhiệt độ vùng này thấp hơn.
Ngọn lửa bình thường được dùng cho phần lớn công việc hàn.
Khi tỷ số β > 1,2 sẽ cho ngọn lửa ôxy hóa hoặc còn gọi là ngọn lừa thừa ôxy. Do thừa ôxy nên nhân ngọn lửa ngắn lại còn vùng giữa và vùng đuôi không phân biệt rõ ràng, ngọn lửa có màu sáng trắng. Ngọn lửa này thường chỉ dùng khi hàn đồng thau.
Khi tỷ số β < 1,1 sẽ cho ngọn lửa cacbon hóa hay còn gọi là ngọn lửa thừa cachon. Do thừa cacbon nên hạt nhân kéo dài và nhập vào vùng giữa. Nhiệt độ của ngọn lửa thấp hơn. Ngọn lửa này thường dùng để hàn gang hay nhôm.
Trong quá trình hàn, ngọn lửa không chỉ nung chảy kim loại mà còn bảo vệ vũng hàn nóng chảy khỏi ảnh hưởng không lợi của ôxy và nitơ từ môi trường không khí xung quanh. Do đó khi hàn, vùng kim loại cơ bản nóng chảy và vùng dây hàn (que hàn bổ sung) nóng chảy phải luôn luôn nằm trong vùng hoàn nguyên của ngọn lửa hàn.
Việc thay đổi góc nghiêng của đầu mỏ hàn so với bề mặt vật hàn có thể làm thay đổi cường độ nung chảy kim loại cần hàn. Cường độ nóng chảy đạt tối đa khi đầu mỏ hàn vuông góc với bề mặt cần hàn. Khi hàn các tấm rất mỏng và các kim loại có nhiệt độ nóng chảy rất thấp thì đầu mỏ hàn được đặt gần như song song với bề mặt vật hàn.
Khi cần thiết, mỏ hàn có thể di chuyển thẳng dọc theo hướng hàn hoặc có thêm cả các dao động ngang so với hướng đó hoặc các chuyển động xoay tròn, nhằm mục đích nung nóng sơ bộ tấm hàn hoặc tạo sự điền đầy kim loại được tốt cũng như để đạt được hình dáng mối hàn đẹp.
Khi hàn các tấm mỏng hoặc các tấm có gấp mép hàn thì đầu mỏ hàn di động thẳng mà không có dao động ngang.
Khi hàn có thể di động mỏ hàn từ trái sang phải hoặc từ phải sang trái.
Khi hàn từ phải sang trái là hàn trái: tức là dây hàn bổ sung sẽ đi trước và đầu mỏ hàn với ngọn lửa hàn đi ngay sau.
Do vậy người thợ hàn nhìn rõ mối hàn hình thành và dễ điều chỉnh để tạo hình dáng mối hàn tốt. Tuy nhiên nhiệt của ngọn lửa không tập trung được vào vũng hàn, mối hàn nguội nhanh. Hướng di chuyển này thường dùng để hàn các tấm có chiều dày nhỏ hơn 3 mm.
Ngược lại khi di chuyển mỏ hàn từ trái sang phải (hàn phải); mô hàn sẽ đi trước, que hàn đi sau do vậy các đặc điểm sẽ ngược lại so với hàn trái. Vì vậy kỹ thuật này thường dùng để hàn các tấm hàn dày hơn 3 mm.
Dùng ngọn lửa bình thường để hàn thép cacbon thấp
Công suất ngọn lửa khi hàn từ trái sang phải là 100 - 130³dm/h khí axêtylen và từ phải sang trái là 120 - 150 dm³/h khí axêtylen cho 1 mm chiều dày vật hàn.Theo tiêu chuẩn GOST - 2246 - 70 của SNG, người ta hay dùng các dây hàn phụ loại Cb-08, Cb-08A, Cb - 10ГA lúc đó không cần phải dùng thuốc hàn.
Nếu dùng ngọn lửa ôxy hóa thì dùng dây hàn loại Cb-12ГС; Cb-0852C và Cb-15СЮ.
Khi hàn thép cacbon trung bình thì thường dùng ngon lửa bình thường có công suất ngọn lửa nhỏ hơn một chút, Với vật hàn dày trên 3 mm thường nung nóng sơ bộ vật hàn lên 250-350°C hoặc nung nóng cục bộ xung quanh mối hàn bằng mò nung lên tới 650-700°C.
Với thép cacbon cao thì dùng ngọn lửa bình thường và thực hiện hàn từ trái sang phải hay là dùng ngọn lửa có đặc tính cacbua hóa một chút. Khi đó dây hàn là loại chứa ít cacbon. Khi hàn thép có hàm lượng cacbon trên 0,7% thì nên dùng thêm thuốc hàn (như borac).
Khi hàn thép kết cấu cacbon thấp thì dùng ngọn lửa bình thường. Công suất ngọn lửa của phương pháp hàn từ trái sang phải là 75 - 100 dm³/h và từ phải sang trái là 100 - 130 dm³/h với axêtylen cho 1mm chiều dày tấm hàn.
Dây hàn được dùng là loại Cb-8, Cb-08A và không cần dùng thuốc hàn.
