Hàn các kết cấu thép dùng trong xây dựng
Đặc điểm gia công kim loại để hàn.
Sự co mối hàn và biến dạng có thể giảm đáng kể kích thước chung của kết cấu. Vì vậy khi chuẩn bị và gia công chi tiết cần phải có một lượng dư kích thước so với kích thước thiết kế. Trong các kết cấu giàn loại nhẹ, trung bình và nặng (được chế tạo từ thép cán) phải có lượng dư 1 mm đối với mỗi loại nối ngang và 0,3 - 0,5 mm đối với mỗi nối là nút. Đối với các kết cấu loại nặng độ dư ngót trong mỗi nút có thể giảm xuống 0,15 - 0,2 mm.Đối với các kết cấu có mặt ngang ghép được chế tạo từ các tấm phẳng có diện tích toàn bộ tới 0,03 m² thì nhất thiết phải có độ dư:
Đối với 1m chiều dài mối hàn dọc 0,1 - 0,2mm
Đối với mỗi mối hàn ngang 1 - 1,5 mm
Đối với mỗi cặp gân cứng vững 0,5 mm
Tiết diện ngang của kết cấu càng lớn thì độ dư càng nhỏ. Trong kết cấu tấm mỏng độ dư được ấn định như sau: theo chiều dài khai triển: 1 mm trên một mối hàn ngang. Theo chiều rộng khai triển: 1 ÷ 1,5 mm trên mỗi mối hàn dọc.
Lắp ghép các phần tử của kết cấu để hàn
Kẹp chặt các phần tử và chi tiết khi lắp ráp được tiến hành bằng biện pháp hàn đính và các đồ gá lắp ráp.
Các mối hàn đính đối với thép có chiều dày > 6 mm thường có chiều dài 50-60 mm và có bước cách nhau 400 - 500 mm. Khi lắp ghép kết cấu có chiều dày nhỏ hơn thì mối hàn đính và bước giữa chúng cũng giảm đi. Tiết diện ngang của mối hàn đính phải nhỏ hơn của mối hàn chính.
Phương pháp lắp chặt bằng các mối hàn đính được dùng cho các kết cấu được chế tạo từ các loại thép tấm mỏng (6 đến 8mm).
Còn khi lắp ghép các kết cấu có tiết diện ngang ghép và những kết cấu tạo từ thép có chiều dày > 8 mm người ta dùng các đồ gá, cho phép có sự dãn nở tự do của các phần tử của kết cấu khi chúng co dãn.
Lắp ghép các kết cấu dạng giàn (kèo, cột v.v.) được chế tạo từ thép hình chủ yếu được tiến hành trên các dưỡng.
Trong sản xuất hàng loạt, người ta còn dùng phương pháp coppy. Sản phẩm đầu tiên được lắp ghép theo cách lấy dấu với độ chính xác cao và được dùng làm mẫu để copy cho các sản phẩm tiếp theo.
Các bình chứa nằm ngang, các nồi hơi và các sản phẩm tương tự có đường kính tới 3,6m được chế tạo hoàn chỉnh.
Các kết cấu lớn (vỏ lò cao, bình hâm nóng không khí...) thường được chế tạo bằng cách lắp ghép từng phần.
Hàn chế tạo kết cấu thép
Trong các kết cấu giàn, các mối hàn thường tập trung tại các nút, nằm theo các vị trí không gian khác nhau và có độ dài khác nhau. Điều này hạn chế khả năng sử dụng các phương pháp hàn tự động.Khi chế tạo các kết cấu dạng giàn, người ta sử dụng rộng rãi phương pháp hàn tự động dưới lớp thuốc, hàn trong môi trường khí bảo vệ và hàn bằng dây bột. Người ta sử dụng phương pháp hàn hồ quang tay với các loại que hàn có vỏ bọc rutil có chứa bột sắt để tăng năng suất khi hàn.
Các mối hàn ngắn của liên kết hàn chồng đôi khi được thay thế bằng các liên kết hàn điểm có năng suất cao hơn.
Trên các máy hàn điểm có thể liên kết các phần tử chế tạo từ thép cacbon thấp có chiều dày 5 + 10mm; 5 + 10 + 6 tới 8 + 10 + 8mm.
Các kết cấu có tiết diện ngang ghép từ các tấm phẳng thường có các mối hàn dài và có tiết diện lớn, do đó khi chế tạo chúng người ta thường sử dụng phương pháp hàn tự động.
Tại chỗ có máy hàn tự động để hàn các dầm có tiết diện hình chữ I, người ta thường trang bị các thiết bị lật bằng thủy lực hoặc xích hoặc các thiết bị quay.
Khi hàn dầm chữ I phải tiến hành hàn theo một thứ tự chặt chẽ, nếu không dễ dẫn đến biến dạng không thể sửa chữa được.
Thứ tự hàn dầm chứ I.
Các mối hàn ngang (mối nối) của tấm bụng và tấm biên được tiến hành hàn tại một nơi riêng rẽ bằng phương pháp hàn tự động.
Các mối hàn chính giữa biên và vách được hàn tự động ở vị trí "lòng thuyền" hoặc hàn đồng thời bằng hai máy hàn tự động ở vị trí để tấm biên thẳng đứng. Gân cứng vững, gối tựa v.v. và các chi tiết nhỏ khác được hàn bằng phương pháp hàn tay hoặc tự động.
Khi hàn dầm chữ I bằng phương pháp hàn tay khi dầm được lắp ghép hoàn chỉnh, thứ tự thực hiện quá trình hàn có thay đổi chút ít. Trước hết tiến hành hàn các mối hàn của tấm biên và vách, rồi hàn gần cứng vững và sau đó hàn mối hàn biên.
Kết cấu dầm, về mặt công nghệ rất thích hợp cho hàn tự động vì đa số các mối hàn này đều có chiều dài lớn.
Khi hàn tự động các kết cấu tấm dạng hình trụ tròn xoay người ta sử dụng các loại đồ gá quay và lật.
Công nghệ hàn các kết cấu nhà công nghiệp
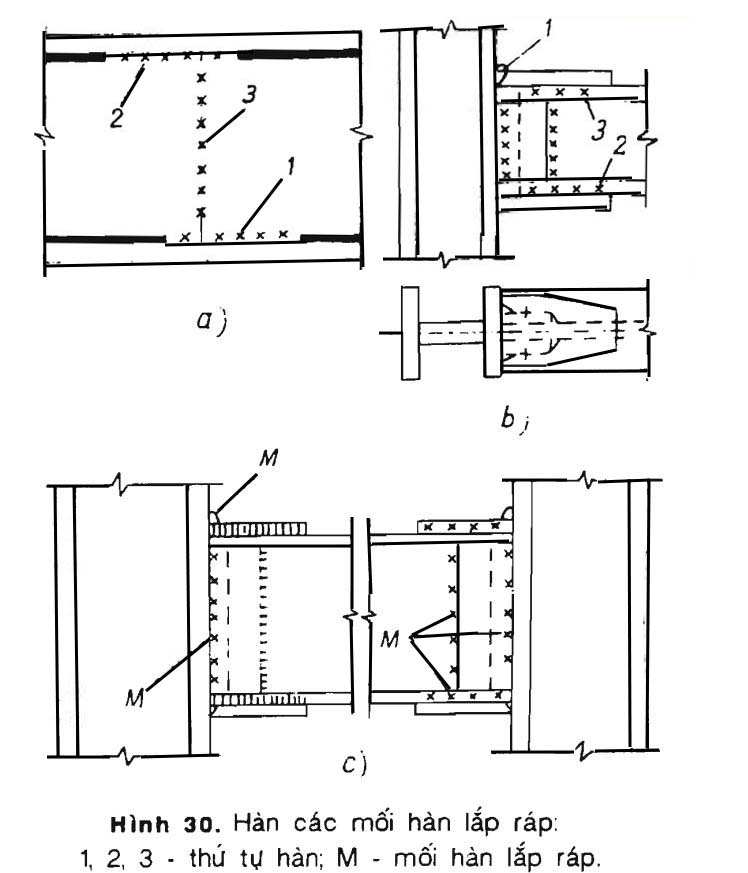
Các kết cấu nhà công nghiệp bao gồm: cột, dầm, gối tựa, giàn, giằng v.v. Khi lắp ráp nhà người ta phải hàn các mối hàn lắp ráp của các kết cấu này. Hình 30 trình bày quá trình hàn dầm chữ I và nút liên kết của dầm với cột. Những mối hàn này được hàn bằng hồ quang tay, nhưng trong những năm gần đây, người ta bắt đầu sử dụng phương pháp hàn bán tự động bằng dây hàn bột.Hàn các mối nối các biên của dầm có khẩu độ 24 m hoặc lớn hơn, được tiến hành ở bàn lắp ráp để nối 2 nửa lại với nhau. Còn khi giàn có khẩu độ lớn hơn 30 m thì được nối lại từ nhiều phần nhỏ và được hàn ở vị trí giàn đứng để tránh bị lật, tránh gây biến dạng, đặc biệt là ở nhiệt độ thấp. Khi hàn các biên của giàn, cần phải có miếng đệm và không cho phép có khe hở. Hàn các mối nối biên của giàn là một việc quan trọng cho nên chỉ giao việc này cho những thợ hàn có tay nghề cao.