
Hàn tiếp xúc đối đầu.
Người ta dùng phương pháp hàn này để liên kết các thanh của cốt thép, sau đó mới cắt uốn hoặc bẻ mỏ (thường dùng cho các loại cốt thép của bêtông dự ứng lực).Phương pháp hàn nói trên thường được dùng để hàn các liên kết chế tạo từ thép cán nóng loại AII ÷ AIV bằng phương pháp hàn nóng chảy có nung nóng trước. Còn liên kết của các thanh thuộc loại thép A-I thì dùng phương pháp hàn nóng chảy liên tục. Tuy nhiên, nếu công suất của máy được dùng không đủ để hàn nóng chảy liên tục thì các thanh thép A-I vẫn có thể được hàn bằng phương pháp nóng chảy có nung nóng trước.
Mặt đầu của các thanh thuộc các loại thép A-I và A-III đem hàn phải được cắt dưới một góc 90° ± 10° (có thể dùng các biện pháp cắt cơ học hoặc cắt khí).
Không cần thiết phải dùng biện pháp gia công cơ khí để gia công mặt đầu của thanh được hàn bằng phương pháp hàn nóng chảy.
Tuy nhiên, nếu mặt đầu bị phủ, bôi một lớp gỉ, sơn hoặc màng ôxyt sau khi cắt khí để lại, thì sẽ ảnh hưởng tới việc tiếp xúc điện vì thế ta phải làm sạch.
Ở những chỗ kẹp vào điện cực của máy cần phải được làm sạch. Thanh được hàn phải được kẹp chặt đồng tâm với nhau.
Chế độ hàn
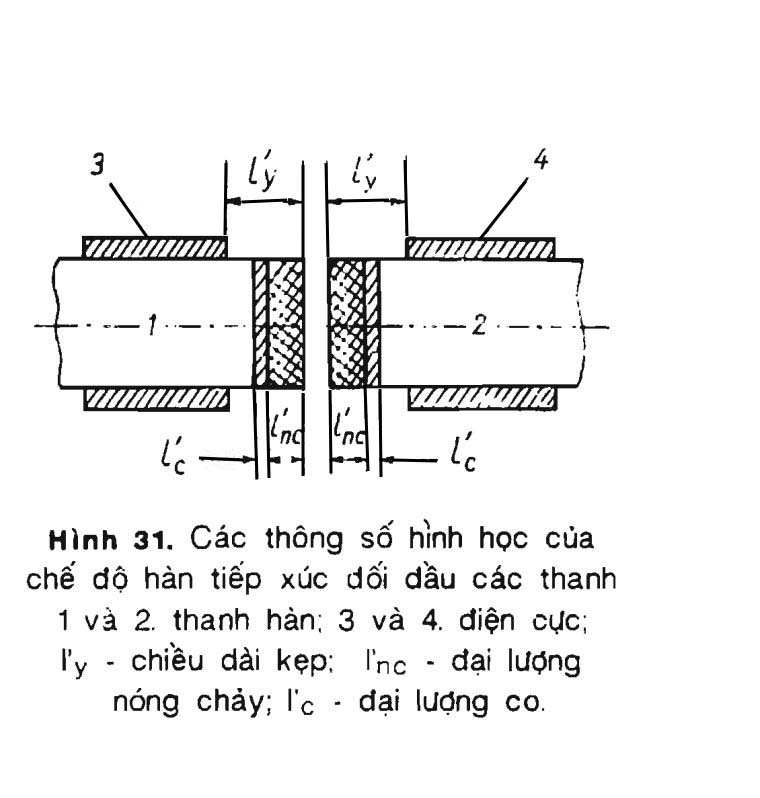
Các thông số chỉnh của phương pháp hàn tiếp xúc đối đầu (hình 31) cần phải điều chỉnh trên máy gồm:Chiều dài kẹp (l'ᵧ) - kích thước từ mặt đầu thanh tới điện cực kẹp.
Lượng nóng chảychảy (l'ₙ꜀) - kích thước hao phí khi nóng chảy.
Lượng co ngót (l'꜀) - kích thước hao phí khi chồn co.
Ngoài những thông số chế độ hàn tiếp xúc đối đầu trên còn có các thông số khác nữa có ảnh hưởng không nhỏ tới chất lượng liên kết hàn như tốc độ nóng chảy và độ co, thời gian nóng chảy và lực ép. Ngoài ra, chế độ hàn đối đầu có nung nóng ngắt quãng còn được xác định tốc độ tiến gần và tách xa của thanh và khoảng thời gian nghỉ giữa từng chu kì nung nóng, cả chu kỳ nung nóng và cuối cùng là số lượng chu kỳ nung nóng. Những thông số chế độ hàn trên đối với các máy tự động (được điều chỉnh không cần có tác động của con người) được điều chỉnh trước khi máy xuất xưởng. Thông số chế độ hàn tối ưu phụ thuộc vào các điều kiện cụ thể như tình trạng thiết bị, trình độ thợ v.v. Đầu tiên ta điều chỉnh các thông số cho thích hợp.
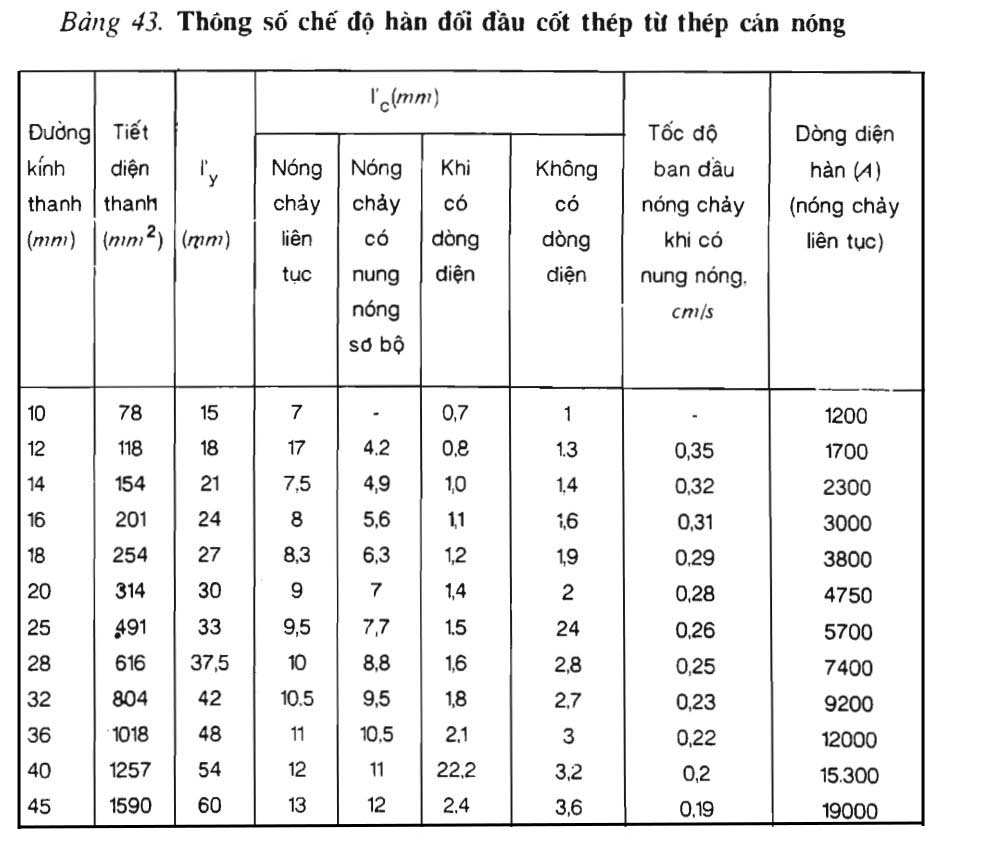
Các thông số sơ bộ l'ᵧ, l'ₙ꜀, l'꜀ và tốcd độ nóng chảy ban đầu cho trong bảng 43.
Thực nghiệm cho thấy ràng sử dụng chế độ mềm cho tính dẻo lớn hơn và mối nối liên kết tốt, công suất quá trình hàn nhỏ. Với chế độ hàn cứng tính dẻo và chế độ liên kết nhỏ, công suất lớn nhất, bởi vậy chế độ hàn cứng không sử dụng để nối các thanh cấp A-II ÷ A-IV.
Khi hàn trên các máy tự động hoặc bằng truyền dẫn cơ khí thì tốc độ lún (chồn) trong thời điểm ban đầu (khi khe hở chưa kín hết) cần khoảng 15-20mm/s đối với thép loại A-I và 20-30mm/s đối với các thanh thép loại A-II ÷ A-VI.
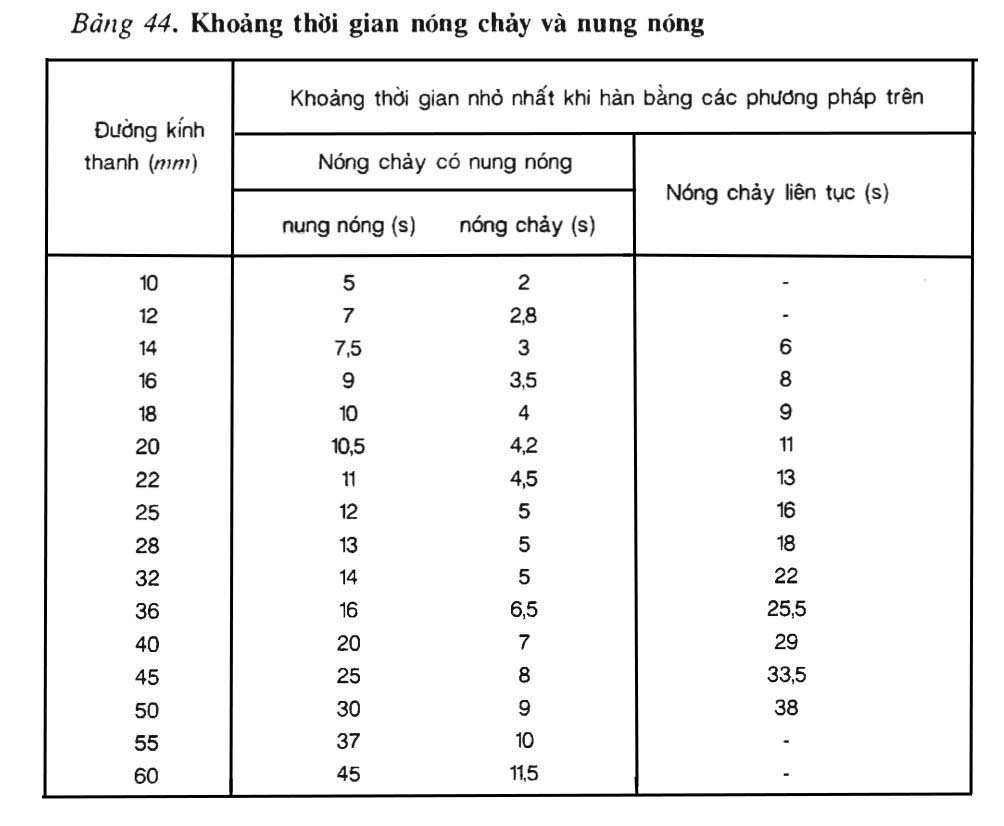
Khi hàn thép loại A-II ÷ A-IV thì thời gian nóng chảy và nung nóng sẽ nhỏ nhất sẽ lớn gấp 2÷4 lần (bảng 44).
Khi hàn trên các máy tự động hoặc bằng truyền dẫn cơ khí thì tốc độ lún (chồn) trong thời điểm ban đầu (khi khe hở chưa kín hết) cần khoảng 15-20mm/s đối với thép loại A-I và 20-30mm/s đối với các thanh thép loại A-II ÷ A-VI.
Khi hàn thép loại A-II ÷ A-IV thì thời gian nóng chảy và nung nóng sẽ nhỏ nhất sẽ lớn gấp 2÷4 lần (bảng 44).
Khi hàn trên máy hàn tự động, lực lún được xác định bằng cách nhân đơn vị lực ép trên một đơn vị diện tích với tiết diện thanh.
Lực lún trên một đơn vị diện tích khi hàn nóng chảy có nung nóng lấy bằng 3÷6kG/mm² giá trị nhỏ dùng cho thép loại A-I còn giá trị lớn dùng cho thép A-IV. Khi hàn bằng phương pháp nóng chảy liên tục, lực lún trên một đơn vị diện tích bằng 6 ÷ 7kG/mm². Giá trị của lực lún nhỏ hơn dùng cho thép loại A-I và lớn hơn dùng cho thép loại A-IV.
Số lần tiếp xúc giữa đầu thanh để gây xung nóng chảy khi nung nóng từ 3 - 20 lần. Đường kính thanh và tính dẫn nhiệt của thanh càng lớn mà công suất của máy nhỏ thì số lần tiếp xúc giữa các đầu thanh càng nhiều. Nhưng cũng nên nung nóng thanh với ít số lần tiếp xúc hơn bằng cách kéo dài thời gian tiếp xúc tạo xung nóng chảy trong khoảng cho phép.
Khoảng thời gian chập và tách ra khi nung nóng nên ở khoảng 0,3÷0,8s hoặc 0,3÷0,6s.
Khi hàn hai thanhthanh không giống nhau về đường kính (tỷ lệ d1/d2 >0,85), hay tiết diện ngang thì giá trị l'ᵧ, l'ₙ꜀, l'꜀ đối với từng thanh riêng biệt được xác định một cách riêng rẽ bằng phương pháp thực nghiệm. Ví dụ, chiều dài l'ᵧ càng lớn khi tính toán về độ nhiệt của thanh càng lớn, thì điện trở của thanh càng nhỏ.
Khi các thông số hàn được đặt và duy trì đúng vị trí trong quá trình hàn thì mối hàn sẽ bị to ra.
Đường kính phần dày duy nhất của mối hàn là 1,5dₕ là đường kính danh nghĩa (mm) của thanh có prôphin nhẵn hoặc thay đổi mang tính chu kỳ.
Lực lún trên một đơn vị diện tích khi hàn nóng chảy có nung nóng lấy bằng 3÷6kG/mm² giá trị nhỏ dùng cho thép loại A-I còn giá trị lớn dùng cho thép A-IV. Khi hàn bằng phương pháp nóng chảy liên tục, lực lún trên một đơn vị diện tích bằng 6 ÷ 7kG/mm². Giá trị của lực lún nhỏ hơn dùng cho thép loại A-I và lớn hơn dùng cho thép loại A-IV.
Số lần tiếp xúc giữa đầu thanh để gây xung nóng chảy khi nung nóng từ 3 - 20 lần. Đường kính thanh và tính dẫn nhiệt của thanh càng lớn mà công suất của máy nhỏ thì số lần tiếp xúc giữa các đầu thanh càng nhiều. Nhưng cũng nên nung nóng thanh với ít số lần tiếp xúc hơn bằng cách kéo dài thời gian tiếp xúc tạo xung nóng chảy trong khoảng cho phép.
Khoảng thời gian chập và tách ra khi nung nóng nên ở khoảng 0,3÷0,8s hoặc 0,3÷0,6s.
Khi hàn hai thanhthanh không giống nhau về đường kính (tỷ lệ d1/d2 >0,85), hay tiết diện ngang thì giá trị l'ᵧ, l'ₙ꜀, l'꜀ đối với từng thanh riêng biệt được xác định một cách riêng rẽ bằng phương pháp thực nghiệm. Ví dụ, chiều dài l'ᵧ càng lớn khi tính toán về độ nhiệt của thanh càng lớn, thì điện trở của thanh càng nhỏ.
Khi các thông số hàn được đặt và duy trì đúng vị trí trong quá trình hàn thì mối hàn sẽ bị to ra.
Đường kính phần dày duy nhất của mối hàn là 1,5dₕ là đường kính danh nghĩa (mm) của thanh có prôphin nhẵn hoặc thay đổi mang tính chu kỳ.
Kỹ thuật hàn
Khi hàn bằng phương pháp nóng chảy có nung nóng ngắt quãng cần phải bắt đầu quá trình hàn bằng quá trình nóng chảy. Để làm điều đó các thanh được kẹp trên điện cực tiến gần lại để chạm vào nhau, sau đó lại tách ra khoảng 1 - 3 mm.
Quá trình nóng chảy được duy trì trong một khoảng thời gian. Để làm được điều đó phải đưa các thanh tiến lại gần nhau một cách từ từ; lần lượt thực hiện các quá trình chập và ngắt ra. Quá trình này có tác dụng gây và dập tắt xung nóng chảy cần thiết cho quá trình nung nóng đầu thanh.
Sau khi đã nung nóng đầu thanh đến màu đỏ hoặc đỏ tươi ta cần phải chuyển sang quá trình nóng chảy liên tục và kết thúc bằng quá trình ép.
Khi hàn bằng phương pháp nóng chảy liên tục các thanh thép kẹp trong điện cực được tiến lại gần nhau ở trạng thái đã đóng điện hàn tới lúc chúng chạm nhau với một lực ép nhỏ. Sau đó một thanh được tách ra khỏi thanh kia từ 1 - 3 mm để gây quá trình nóng chảy.
Để duy trì quá trình nóng chảy liên tục cần cho đầu thanh tiến gần lại nhau một cách từ từ theo mức độ nóng chảy để đạt được dòng tia lửa một cách liên tục.
Quá trình nóng chảy được duy trì trong một khoảng thời gian. Để làm được điều đó phải đưa các thanh tiến lại gần nhau một cách từ từ; lần lượt thực hiện các quá trình chập và ngắt ra. Quá trình này có tác dụng gây và dập tắt xung nóng chảy cần thiết cho quá trình nung nóng đầu thanh.
Sau khi đã nung nóng đầu thanh đến màu đỏ hoặc đỏ tươi ta cần phải chuyển sang quá trình nóng chảy liên tục và kết thúc bằng quá trình ép.
Khi hàn bằng phương pháp nóng chảy liên tục các thanh thép kẹp trong điện cực được tiến lại gần nhau ở trạng thái đã đóng điện hàn tới lúc chúng chạm nhau với một lực ép nhỏ. Sau đó một thanh được tách ra khỏi thanh kia từ 1 - 3 mm để gây quá trình nóng chảy.
Để duy trì quá trình nóng chảy liên tục cần cho đầu thanh tiến gần lại nhau một cách từ từ theo mức độ nóng chảy để đạt được dòng tia lửa một cách liên tục.
Hàn tiếp xúc đối đầu các thanh có đường kính khác nhau
Chế độ hàn
Tùy theo đường kính giả định của thanh thép hàn mà người ta xác định công suất cần thiết và loại máy hàn (đường kính giả định bằng trung bình cộng của đường kính hai thanh hàn).Các thông số của chế độ hàn l'ᵧ, l'ₙ꜀, l'꜀ được xác định riêng cho từng thanh bé và thanh to.
Giá trị l'ᵧ, l'ₙ꜀ và l'꜀, l'ₙ꜀, l'꜀ (của thanh bé và thanh lớn hình 31) được xác định theo bảng 43.
Độ dài kẹp l'ᵧ của thanh lớn được xác định theo công thức:
l'ᵧ =(0,8 + 1)dₑ +40mm
Trong đó: dₑ - đường kính thanh lớn.
Khi hàn các thanh có đường kính khác nhau, cần phải nung nóng đầu thanh lớn ở chế độ điện trở tới khi nó nóng đó và tiếp xúc sơ bộ với đầu thanh nhỏ.
Khi đã nung nóng thanh lớn và đã đóng điện, kéo thanh lớn ra khỏi thanh nhỏ cách 1/3 mm và tiến hành hàn (quá trình nóng chảy tương tự quá trình hàn bảng phương pháp nóng chảy có nung nóng ngắt quãng và phương pháp nóng chảy liên tục).
Khi hàn các thanh có đường kính khác nhau, cần phải nung nóng đầu thanh lớn ở chế độ điện trở tới khi nó nóng đó và tiếp xúc sơ bộ với đầu thanh nhỏ.
Khi đã nung nóng thanh lớn và đã đóng điện, kéo thanh lớn ra khỏi thanh nhỏ cách 1/3 mm và tiến hành hàn (quá trình nóng chảy tương tự quá trình hàn bảng phương pháp nóng chảy có nung nóng ngắt quãng và phương pháp nóng chảy liên tục).
Hàn tiếp xúc điểm
Phương pháp hàn tiếp xúc điểm dùng để hàn các thanh cốt thép chồng lên nhau khi sản xuất các lưới và khung thép. Ngoài ra còn dùng phương pháp hàn này để liên kết các thanh cốt thép loại A-I ÷ A-III đường kính 6 - 25 mm với các tấm thép và thép hình chế tạo từ thép CT3 có chiều dày 3 - 10 mm để chế tạo các bản mã của sản phẩm bê tông cốt thép.Việc hàn điểm các thanh giao nhau được tiến hành trên các máy chuyên dùng hoặc tiêu chuẩn hóa. Khi chọn máy hàn cần phải lưu ý là với cùng một điều kiện như nhau thì nên chọn máy chuyên dùng hơn là máy vạn năng.
Các loại máy hàn nhiều điểm tự động chỉ có lợi khi dùng chúng trong các phân xưởng lớn chuyên sản xuất cốt thép.
Đường kính phần tiếp xúc của điện cực chọn theo bảng 45, trong đó khái niệm thanh ngoài trong các thanh được hàn cần phải hiểu là thanh tiếp xúc với bề mặt của điện cực.
| Đường kính thanh ngoài trong các thanh hàn (mm) | Đường kính bề mặt tiếp xúc (mm) | Kích thước X (mm) |
|---|---|---|
| Từ 3 đến 10 | 25 | 18 |
| < 10 đến 22 | 40 | 27 |
| < 22 đến 50 | 63 | 41 |
| < 50 đến 90 | 100 | - |
Các điện cực cần phải được đặt sao cho trục của chúng không nghiêng (lệch) nhau (quá 3º) và không được lệch tâm (quá 1 mm).
Do mức độ mòn và biến dạng bề mặt điện cực trong quá trình hàn, bề điện cực phải được sửa lại (cho phép có vết dũa trên bề mặt điện cực).
Để ngăn ngừa sự mòn quá đáng và biến dạng của điện cực cần phải đảm bảo đủ nước làm nguội.
Chế độ hàn
Các thông số cơ bản của chế độ hàn điểm cần điều chỉnh là:
- Dòng điện hàn I₂, được xác định bằng công suất của máy mà ta chọn bằng cách điều chỉnh biến thế hàn (bằng cách nối các nấc của biến thế hàn).
- Thời gian duy trì dòng hàn tch. Để làm việc này ta phải điều chỉnh bộ điều chỉnh thời gian của máy hàn tiếp xúc.- Dòng điện hàn I₂, được xác định bằng công suất của máy mà ta chọn bằng cách điều chỉnh biến thế hàn (bằng cách nối các nấc của biến thế hàn).
- Lực ép điện cực Pđ đạt được bằng cách điều chỉnh hệ thống ép của máy.
- Đường kính D của bề mặt tiếp xúc của điện cực là đo người thợ vận hành điều chỉnh.
Việc điều chỉnh thời gian và hệ thống tạo lực ép thực hiện theo chỉ dẫn sử dụng của nhà máy chế tạo.
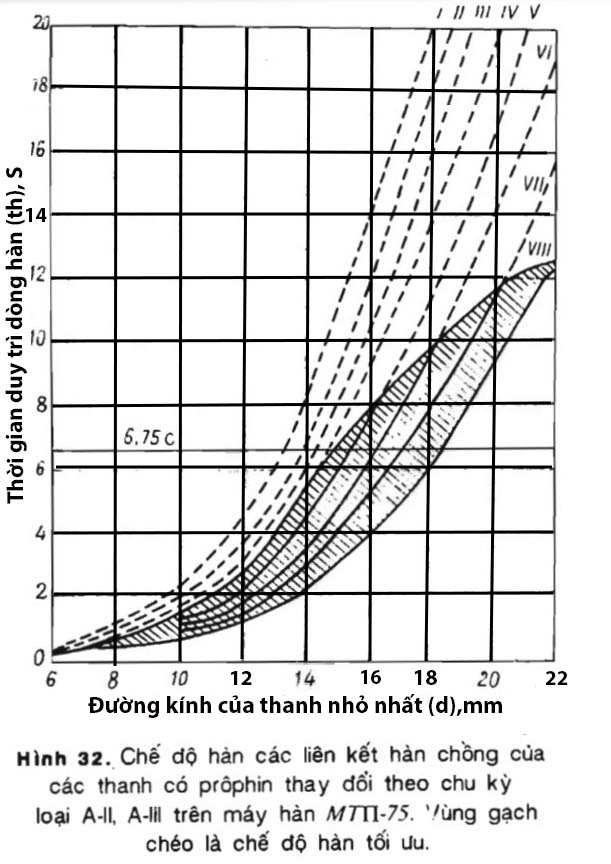
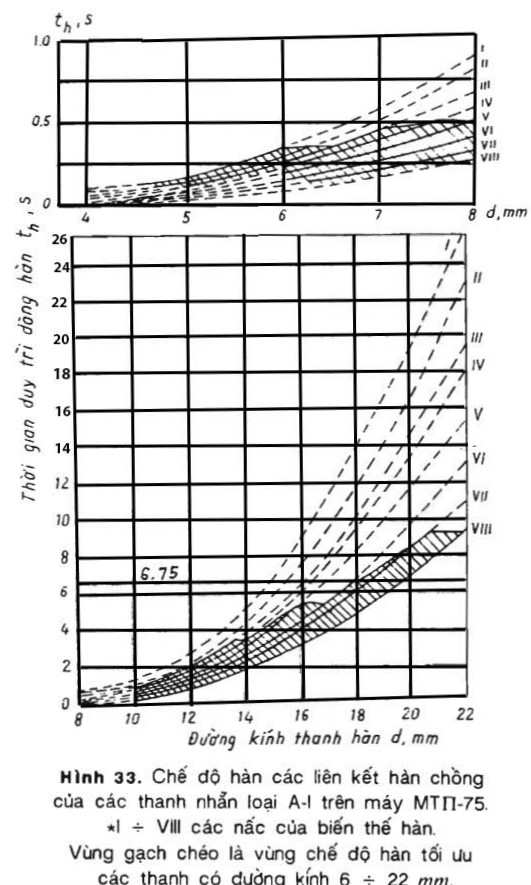
Chế độ hàn sơ bộ ban đầu như nấc điều chinh biến thế hàn và thời gian duy trì sự động hàn tch dùng cho các thanh có prôphin thay đổi theo chu kỳ loại A-II, A-III được xác định theo đồ thị hình 32. Còn đối với các thanh trơn loại A-I theo đồ thị hình 33.
Chế độ hàn các thanh có đường kính khác nhau, được xác lập theo thanh có đường kính nhỏ, còn đường kính khác nhau, được xác lập theo thanh có đường kính nhỏ, còn đường kính bề mặt tiếp xúc của điện cực xác lập theo đường kính thanh ngoài.
Khi hàn hai thanh một thanh nhẫn, một thanh có prophin thay đổi, chế độ hàn được chọn theo thanh có prophin thay đổi.
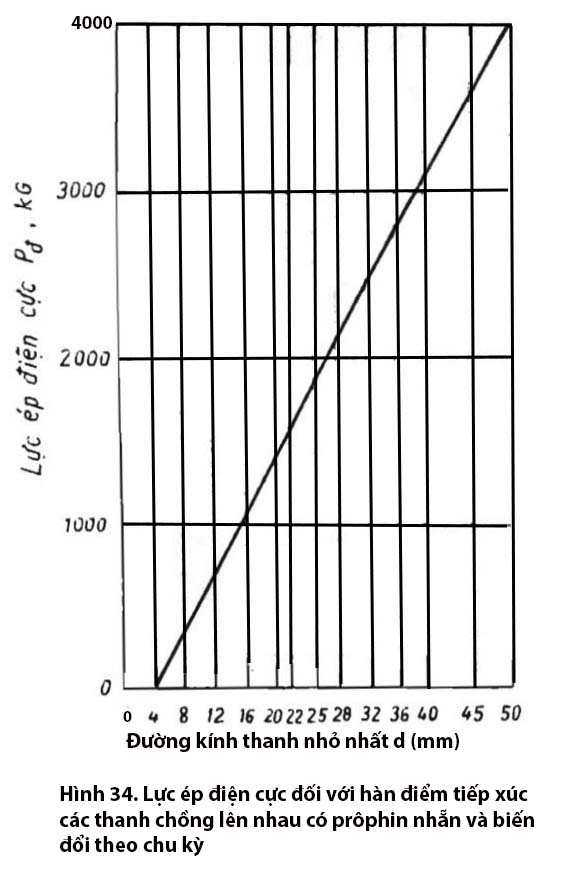
Lực ép điện cực Pđ để hàn các thanh thép chồng lên nhau lấy theo đồ thị hình 34.Chế độ hàn sơ bộ ban đầu như nấc điều chinh biến thế hàn và thời gian duy trì sự động hàn tch dùng cho các thanh có prôphin thay đổi theo chu kỳ loại A-II, A-III được xác định theo đồ thị hình 32. Còn đối với các thanh trơn loại A-I theo đồ thị hình 33.
Chế độ hàn các thanh có đường kính khác nhau, được xác lập theo thanh có đường kính nhỏ, còn đường kính khác nhau, được xác lập theo thanh có đường kính nhỏ, còn đường kính bề mặt tiếp xúc của điện cực xác lập theo đường kính thanh ngoài.
Khi hàn hai thanh một thanh nhẫn, một thanh có prophin thay đổi, chế độ hàn được chọn theo thanh có prophin thay đổi.
Nếu cơ cấu ép của máy chỉ cho lực ép nhỏ hơn yêu cầu, ta có thể dùng lực ép lớn nhất mà máy có thể tạo nên.
Chế độ hàn được chọn cho liên kết giữa hai thanh có cùng đường kính có thể mở rộng cho liên kết hai thanh có đường kính khác nhau d₁ và d₂ hoặc ba thanh, trong đó hai thanh ngoài có đường kính nhỏ hơn d₁ và ở giữa là thanh có đường kính lớn hơn d₂ Trong đó tỷ lệ d₂/d₁ phải nhỏ hơn 3 khi d₁ = 3÷10 mm và không lớn hơn 2 khi d₁= 12÷40 mm.
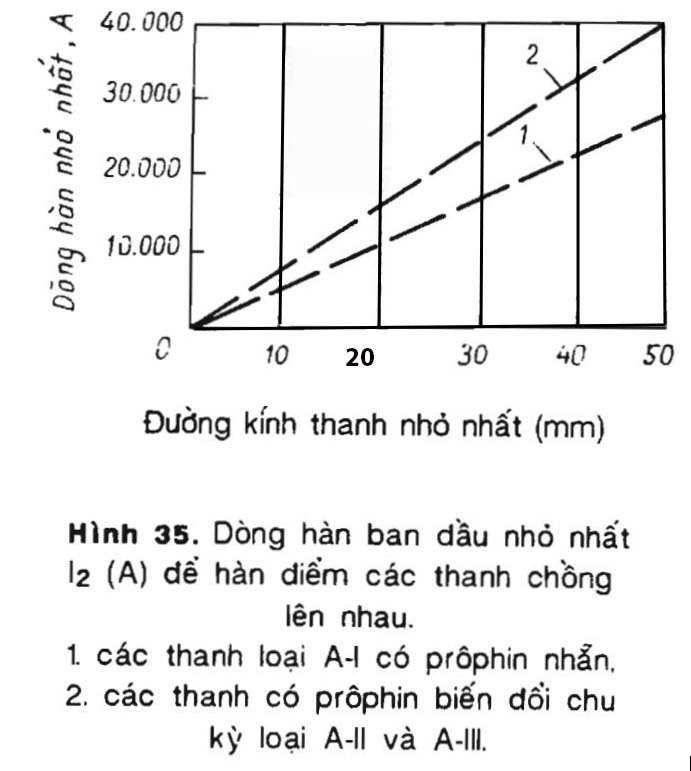
Khi dòng điện hàn lớn hơn dòng điện hàn cần thiết nhỏ nhất, chọn theo đồ thị hình 35 thì tỷ lệ d₂/d₁ nói trên có thể tăng tỷ lệ thuận với dòng điện hàn.
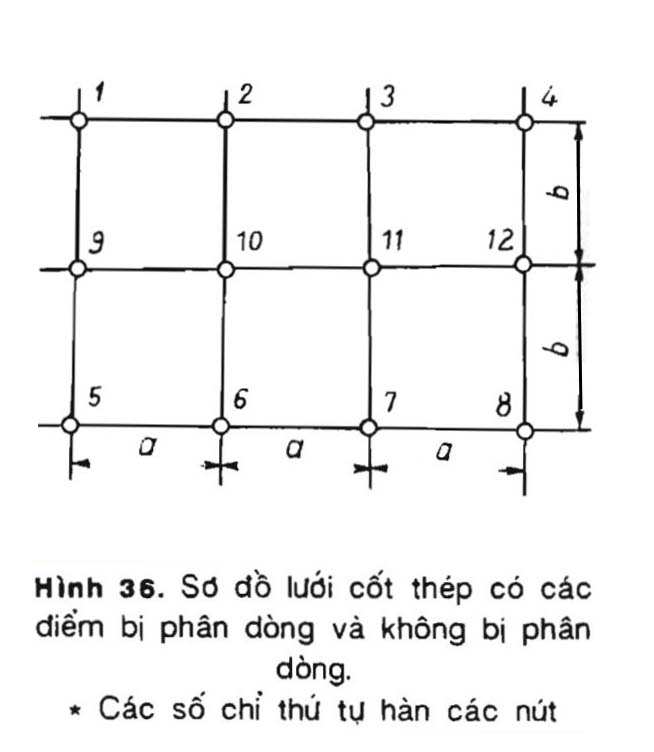
Để đạt được đồ bền như nhau giữa các điểm trong lưới thép các điểm bị phân dòng (hình 36) phải hàn ở nấc biến thế cao hơn hoặc thời gian duy trì dòng hàn lớn hơn. Mức độ thay đổi chế độ hàn được xác định bằng thực nghiệm.
Trong quá trình hàn điểm các liên kết hàn chồng của các thanh có đường kính lớn hơn 25mm nên sử dụng lực ép rèn của máy hàn điểm. Lực ép này bằng 6 - 7 kG/mm².Khi dòng điện hàn lớn hơn dòng điện hàn cần thiết nhỏ nhất, chọn theo đồ thị hình 35 thì tỷ lệ d₂/d₁ nói trên có thể tăng tỷ lệ thuận với dòng điện hàn.
Để đạt được đồ bền như nhau giữa các điểm trong lưới thép các điểm bị phân dòng (hình 36) phải hàn ở nấc biến thế cao hơn hoặc thời gian duy trì dòng hàn lớn hơn. Mức độ thay đổi chế độ hàn được xác định bằng thực nghiệm.
Các liên kết hàn chồng các thép khác nhau, cụ thể là A-II và A-III với nhau hoặc với các thép A-I, nên hàn ở chế độ có chỉ số cao hơn. Nếu thanh thép kém bền ở nhiệt độ cao loại A-I bị bẹp (cắt đứt) ở chế độ chọn cho thép A-II và A-III thì chế độ hàn cần được điều chỉnh lại, tăng nấc biến thế và giảm thời gian duy trì dòng hàn.
Trong các liên kết làm việc với tải trong rung, lương lún cần phải chọn nhỏ nhất trong các giá trị cho trong bảng 46.
Khi các thông số hàn được điều chỉnh đúng thì các thanh trong liên kết sau hàn sẽ lún vào nhau (thành này lún vào thanh kia).
| Số lượng thanh trong liên kết | Loại thép | Lượng lún(h) so với đường kính thanh có tiết diện nhỏ trong các thanh hàn (mm) |
|---|---|---|
| 2 | A-I A-II A-III | 0,25-0,5 0,33-0,5 0,4-0,8 |
| 3 | A-I A-II A-III | 0,12-0,2 0,16-0,3 0,2-0,4 |
Hàn liên kết chữ T giữ thanh và tấm
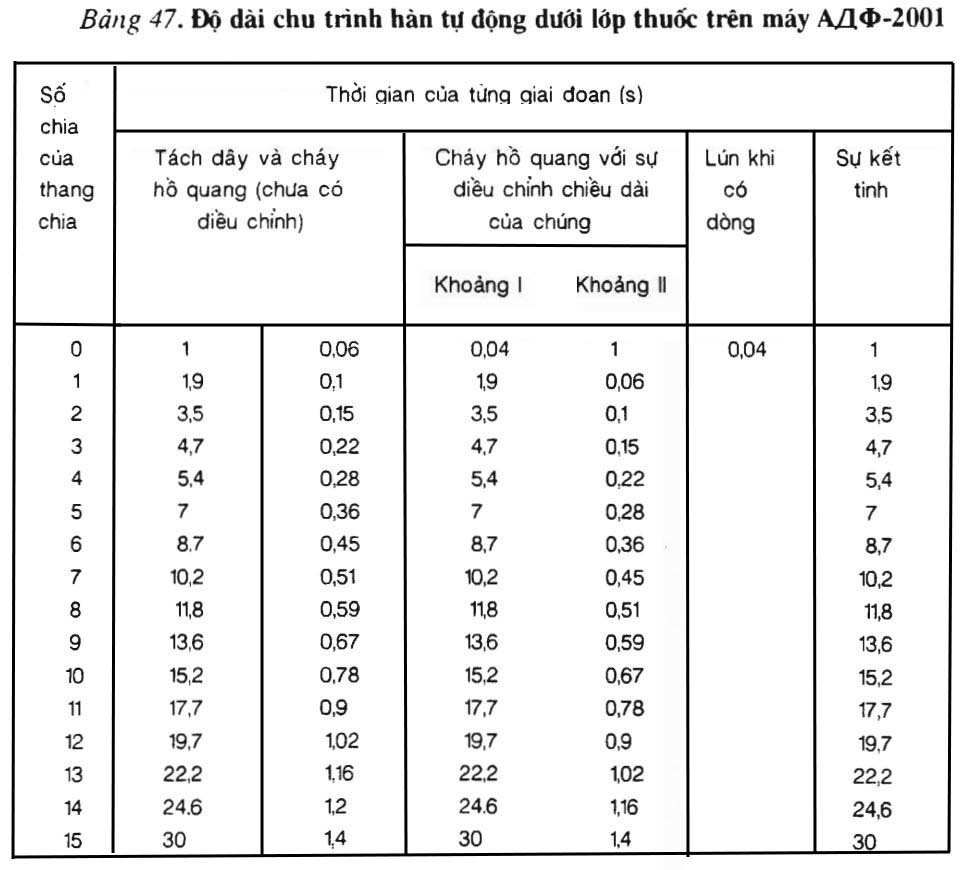
Liên kết hàn chữ T giữa cốt thép đường kính 10 - 40mm loại A-I, A-III với thép tấm trong các bản mã đúng ra phải tiến hành tự động dưới lớp thuốc trên máy АДФ-2001.Để hàn liên kết chữ T các thanh có đường kính d = 15 - 18 mm với tấm phẳng có chiều dày δ =14 ÷ 18mm, khi tỷ lệ δ/d≥ 0,75 người ta tiến hành hàn hồ quang tay với dòng điện một chiều hoặc xoay chiều.
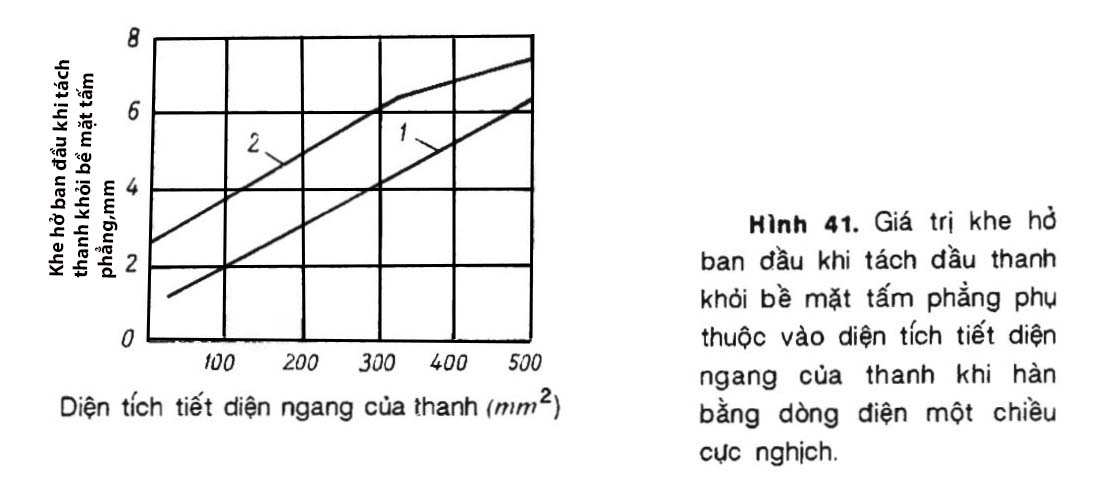
Để hàn liên kết chữ T các thanh có đường kính d = 10 - 16 mm với tấm phẳng chiều dày δ = 5÷8 mm khi δ/d < 0,6 người ta hàn bằng hồ quang tay với dòng điện một chiều cực nghịch.
Chuẩn bị hàn
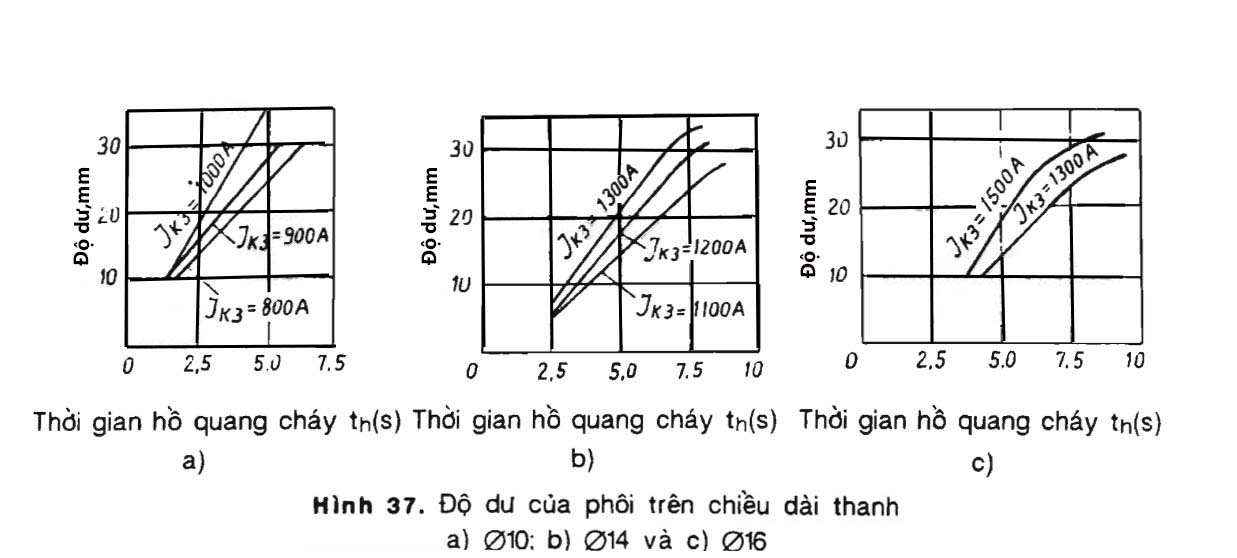
Để có tiết diện tốt với tấm, đầu thanh phải có độ chéo, vì vậy phải tiến hành cắt thanh trên các kéo cắt cơ khí. Người ta cũng cho phép các thanh có mặt cắt làm thành góc 90º với truc.Trong trường hợp, khi hàn phải đảm bảo một chiều dài nhất định của thanh, thì khi cắt phôi phải chừa một lượng dư nóng chảy và co theo hình 37.
Cạnh phôi phải được làm sạch bavia. Bề mặt đầu thanh cũng như
Điện cực dẫn điện và má kẹp của máy thường xuyên phải được làm sạch gì sắt, kim loại bắn tóe và dầu mỡ cũng như các chất bẩn khác.
Sau khi đã hoàn thành công việc chuẩn bị, máy hàn được điều chỉnh ở chế độ tối ưu.
Các thông số cần được tiến hành điều chỉnh cơ bản nhất của chế độ hàn tự động liên kết giữa thanh- tấm là:
- Khe hở ban đầu trong thời điểm tách đầu thanh khỏi tấm.
- Dòng điện hàn.
- Thời gian cháy của hồ quang.
- Lượng co của thanh (lượng kim loại dầu thanh tham gia vào vũng hàn).
Chế độ hàn
Chế độ hàn tôi ưu khi hàn hồ quang bằng dòng điện xoay chiều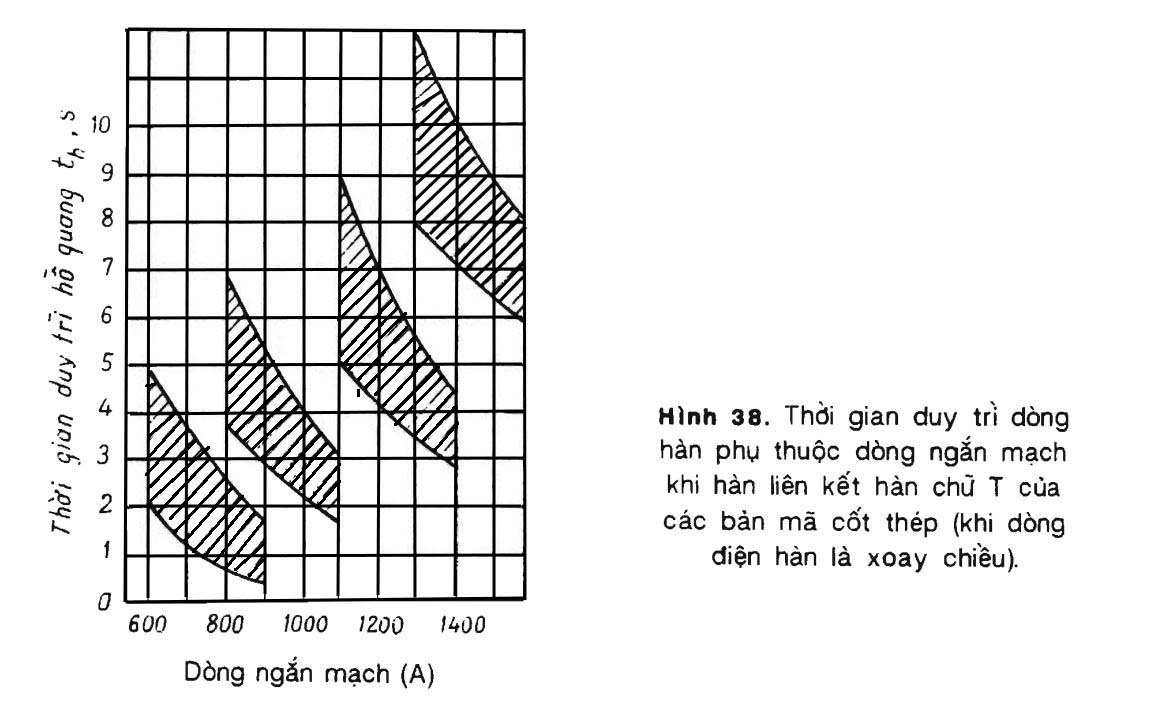
được xác định như sau:
- Theo đồ thị (hình 38) ta chọn dòng ngắn mạch Iₖ₃ lớn nhất trong số cho phép (vùng gạch chéo của đồ thị) tương ứng với đường kính thanh. Theo giá trị dòng đã chọn ta điều chỉnh máy biến thế theo yêu cầu.
- Cũng theo đồ thị này, tìm giá trị thời gian duy trì dòng điện tối ưu và điều chỉnh rơ le thời gian của máy tự động, sử dụng số liệu ở bảng 47.- Theo đồ thị (hình 38) ta chọn dòng ngắn mạch Iₖ₃ lớn nhất trong số cho phép (vùng gạch chéo của đồ thị) tương ứng với đường kính thanh. Theo giá trị dòng đã chọn ta điều chỉnh máy biến thế theo yêu cầu.
- Lượng khe hở Σđ khi tách đầu thanh ra khỏi tấm cần phải bằng 4 mm và được điều chỉnh trên máy.
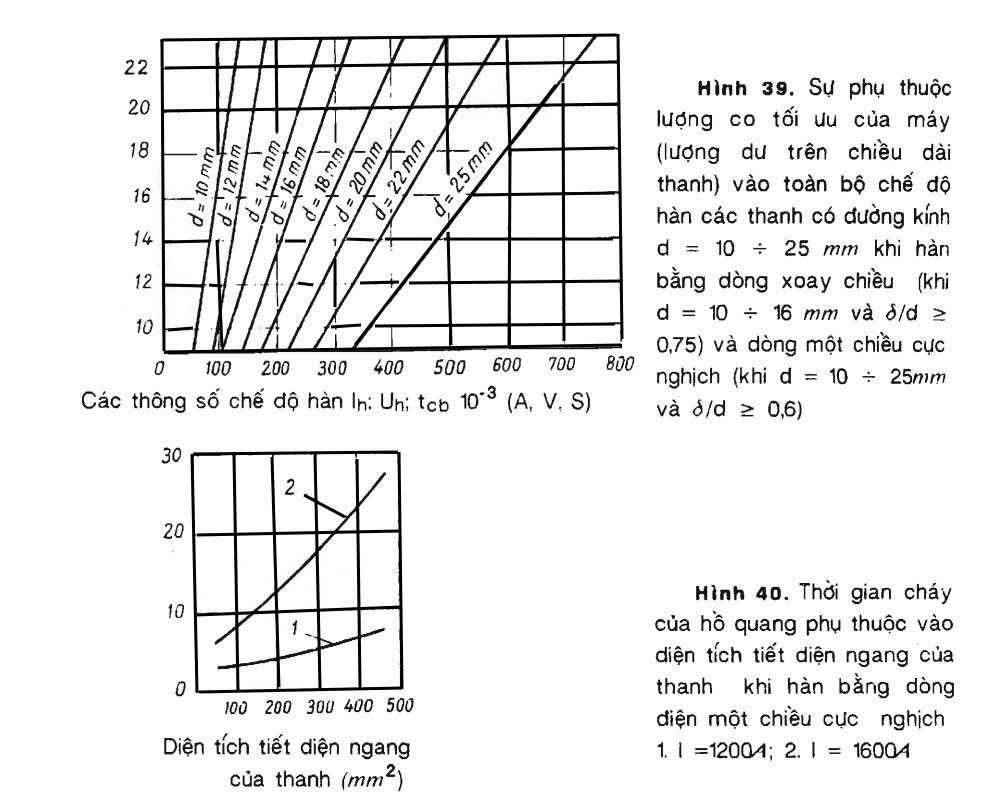
Theo đồ thị (hình 39) xác định lượng co H꜀ và điều chỉnh nó trên vít điều chỉnh của máy.
Các chỉ dẫn trên là chế độ hàn thanh có đường kính 25mm. Chế độ hàn các thanh có đường kính lớn hơn được xác định bằng thực nghiệm.
Các chỉ dẫn trên là chế độ hàn thanh có đường kính 25mm. Chế độ hàn các thanh có đường kính lớn hơn được xác định bằng thực nghiệm.
Điều chỉnh máy hàn tự động AДФ - 2001 tới chế độ hàn tối ưu khi hồ quang được thực hiện bằng dòng một chiều cực nghịch được tiến hành như sau:
- Dòng điện hàn (theo thiết bị ta có) lấy bằng 600 ÷ 1200A.
- Theo đồ thị hình 39 người ta xác định được lượng co của máy.
- Với giá trị dòng hàn đã lấy ở trên, tùy theo diện tích tiết diện ngang của thanh, theo đồ thị hình 40, ta tìm thời gian duy trì hồ quang (tₕ).
- Theo đồ thị xác định giá trị khe hở ban đầu Σđ khi tách đầu thanh khỏi bề mặt tấm phẳng (hình 41).
- Dòng điện hàn (theo thiết bị ta có) lấy bằng 600 ÷ 1200A.
- Theo đồ thị hình 39 người ta xác định được lượng co của máy.
- Với giá trị dòng hàn đã lấy ở trên, tùy theo diện tích tiết diện ngang của thanh, theo đồ thị hình 40, ta tìm thời gian duy trì hồ quang (tₕ).
- Theo đồ thị xác định giá trị khe hở ban đầu Σđ khi tách đầu thanh khỏi bề mặt tấm phẳng (hình 41).
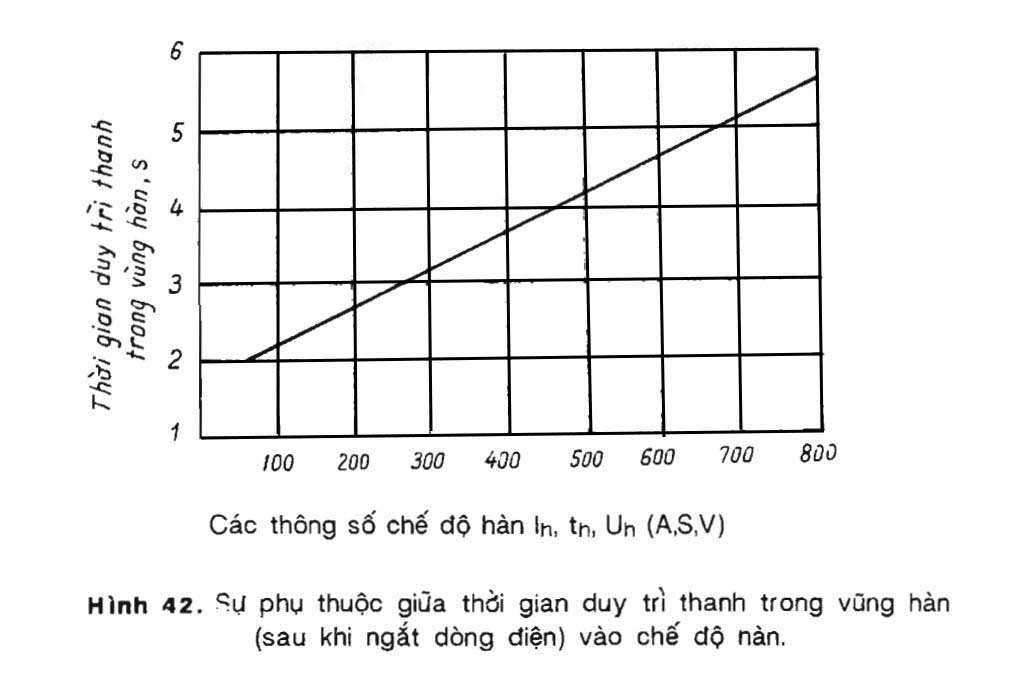
- Khoảng thời gian duy trì thanh trong vũng hàn sau khi có và ngắt dòng điện hàn được xác định theo đồ thị hình 42.
Kỹ thuật hàn
Qui trình đầy đủ của hàn tự động dưới lớp thuốc, hàn các liên kết góc của các chi tiết phải bao gồm các bước sau:
+ Tách đầu của thanh ra khỏi bề mặt tấm thép cán phẳng, gây hồ quang nhưng không điều chỉnh chiều dài hồ quang.
+ Hồ quang cháy với dao động không đáng kể với chiều dài và hình thành vũng hàn ở trên tấm thép cán phẳng.
+ Đưa đầu của thanh vào vũng hàn khi có dòng điện hàn và giữ liên kết hàn khi có dòng.
+ Ngắt dòng hàn.
+ Giữ liên kết hàn cho tới khi kết thúc quá trình kết tinh(Khi đã ngắt dòng hàn).
+ Tách đầu của thanh ra khỏi bề mặt tấm thép cán phẳng, gây hồ quang nhưng không điều chỉnh chiều dài hồ quang.
+ Hồ quang cháy với dao động không đáng kể với chiều dài và hình thành vũng hàn ở trên tấm thép cán phẳng.
+ Đưa đầu của thanh vào vũng hàn khi có dòng điện hàn và giữ liên kết hàn khi có dòng.
+ Ngắt dòng hàn.
+ Giữ liên kết hàn cho tới khi kết thúc quá trình kết tinh(Khi đã ngắt dòng hàn).
