Dây hàn bột
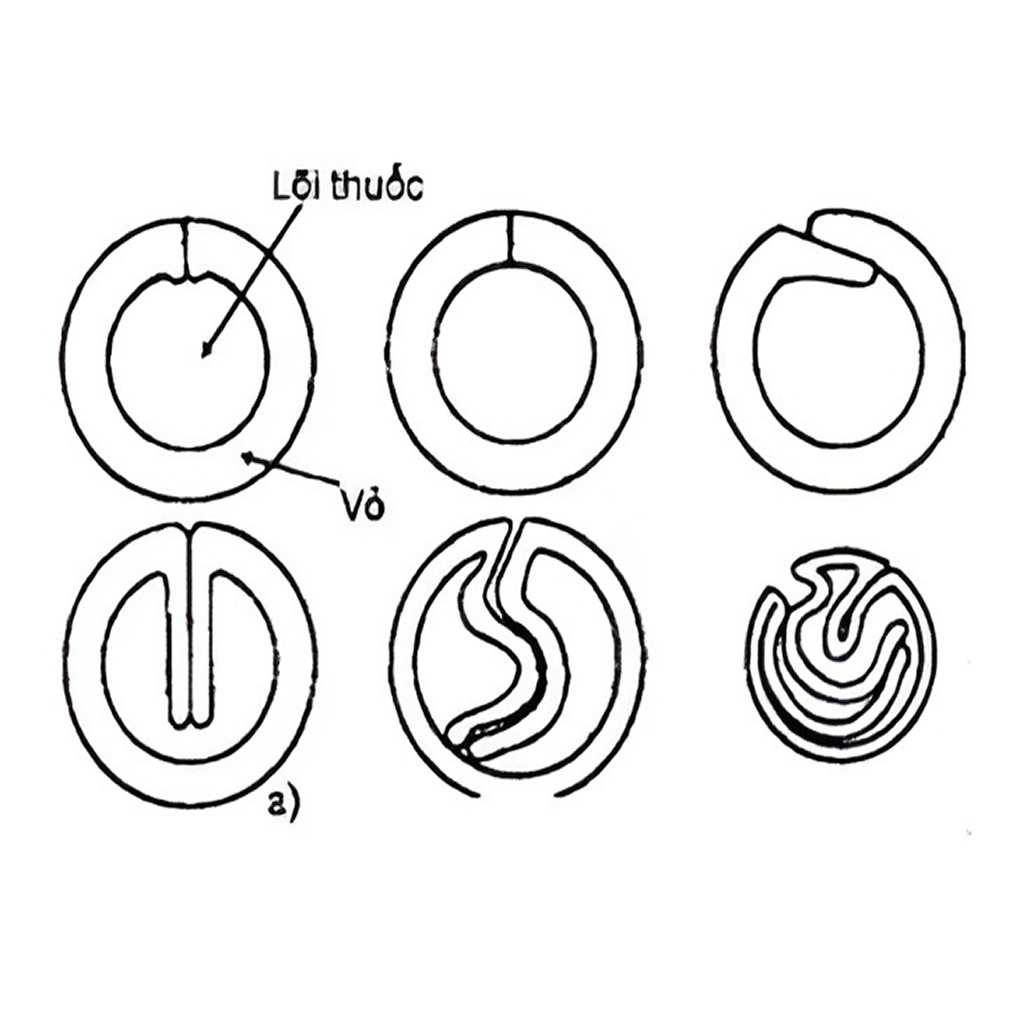
Dây hàn bột được cấu tạo bởi một lớp vỏ kim loại bọc trong nó là một hỗn hợp gồm bột kim loại và một số thành phần liên kết khác. Hỗn hợp trong dây vừa làm nhiệm vụ bổ sung kim loại, hợp kim hóa đồng thời còn có tác dụng bảo vệ cho kim loại nóng chảy khỏi bị tác dụng của môi trường, làm hồ quang cháy ổn định vv...Theo GOST 9467-75 (của Liên bang Nga), dây hàn bột chia tương ứng như các loại que E42; E42A; E46; E50A. Căn cứ theo tính chất công việc hàn, dây hàn bột được dùng dưới hai hình thức sau:
-Với chức năng tự bảo vệ (để dùng trong hàn hồ quang hở).
-Với chức năng được bảo vệ bằng môi trường bổ sung khác (hàn trong môi trường khí CO₂).
Theo thành phần của hỗn hợp bột trong dây, dây hàn bột được chia thành 4 nhóm: rutil - hữu cơ; rutil; cacbonat fluori; rutil - fluori.
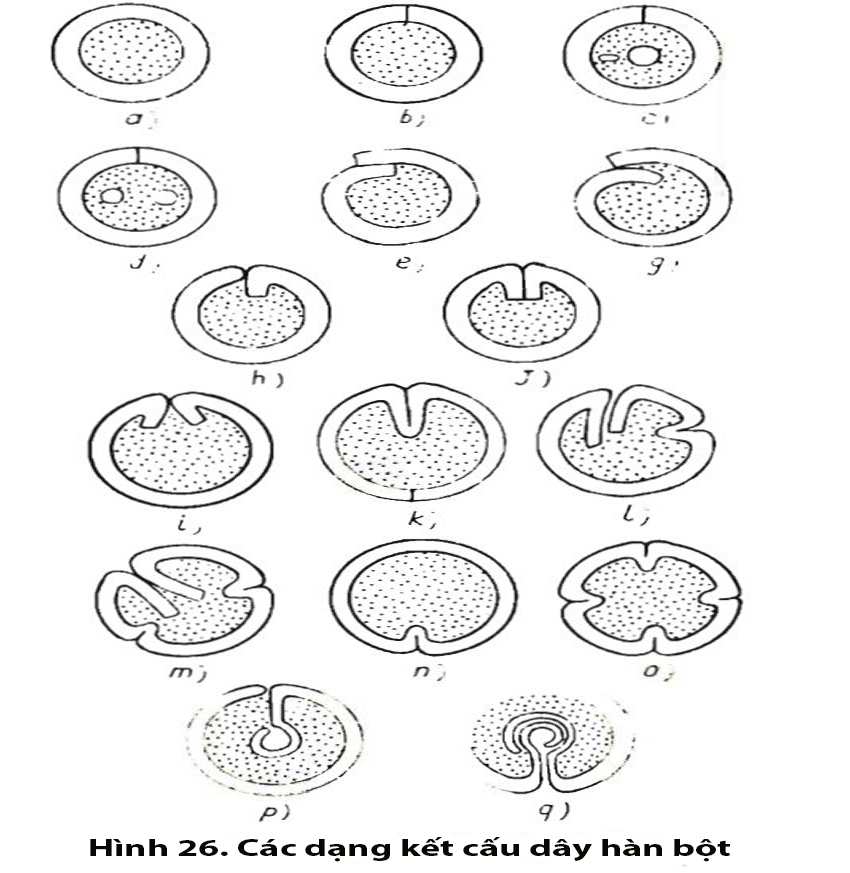
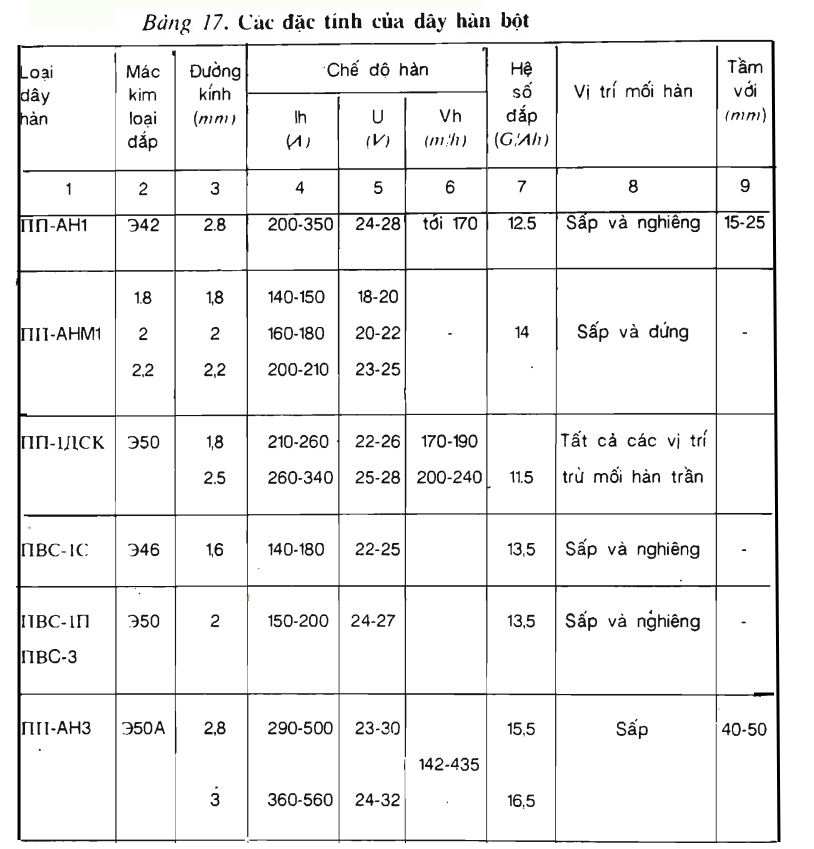
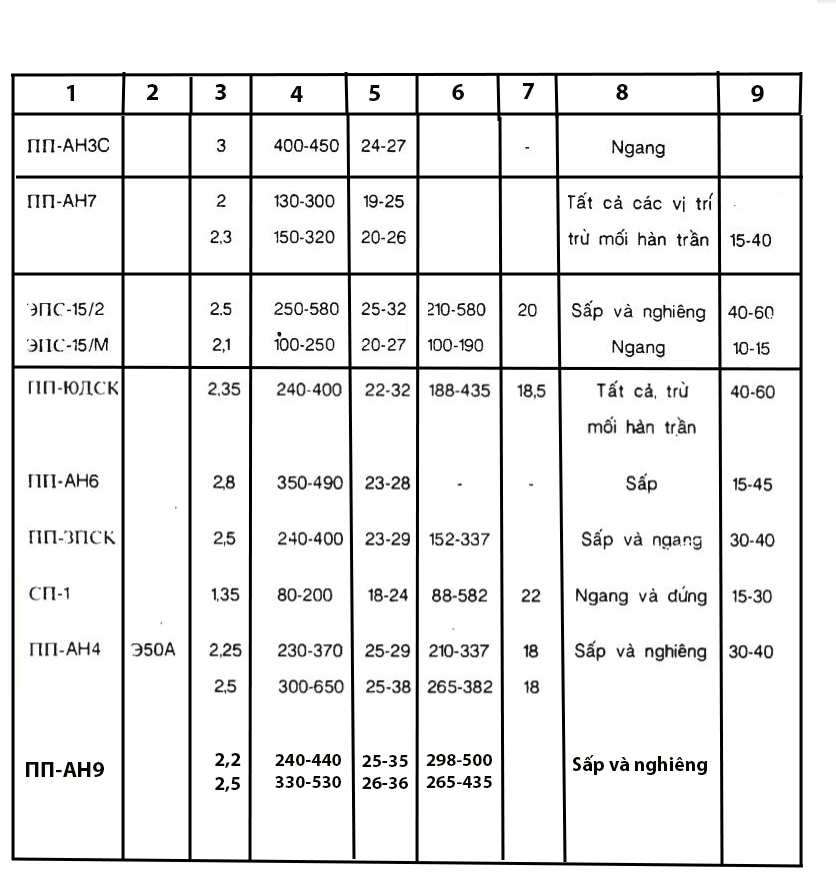
Hình 26 biểu thị các dạng kết cấu của dây hàn bột và bảng 17 biểu thị các đặc tính của chúng.
Theo mức độ cơ khí hóa quá trình hàn, dây hàn bột chia thành: loại dây để hàn tự động; loại dây để hàn bán tự động và loại dây dùng cho cả hai loại hàn trên.
Theo vị trí của mối hàn: mối hàn đứng dùng dây CЛ-1; mối hàn ngang dùng dây ПП-АН5. Dây hàn bột dùng để hàn các loại kết cấu khác nhau có thể chia thành hai nhóm.
+ Nhóm dây vạn năng.
+ Nhóm dây để hàn các trường hợp riêng biệt (hàn các kết cấu kim loại mỏng, các ống dẫn, vỏ tàu thủy. v.v.)
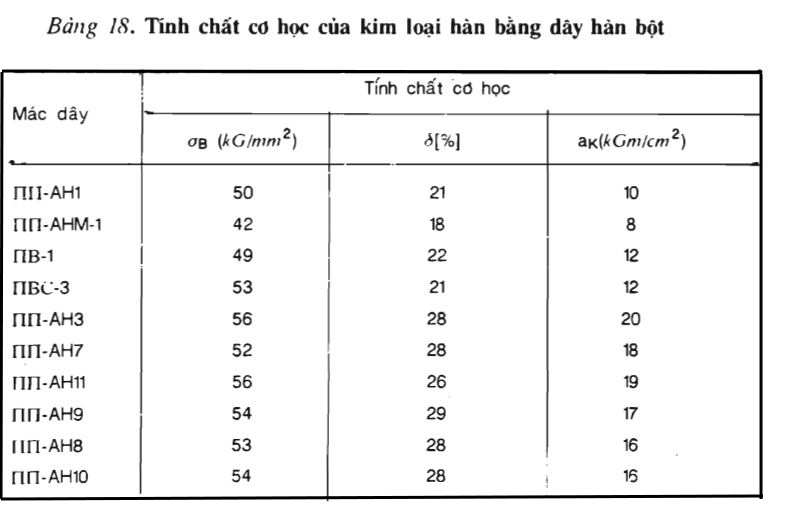
Dây ΠΠ-AHM-1 dùng để hàn thép cacbon thấp dạng tấm có chiều dày δ = 1-3mm.
Dây ПBC-1; ПBC-1C; ПBC-3 để hàn đối đầu các ống dẫn.
Dây ЭПC -15/2 sử dụng để hàn bán tự động thép cacbon thấp và thép hợp kim thấp; dây này cũng có thể dùng hàn các kết cấu cốt thép bê tông.
Dây ΠΠ-ΑΗ3 (dây có kết cấu hai lớp) dùng để hàn tự động và bán tự động các kết cấu từ thép cacbon thấp và thép hợp kim thấp (thép 09Г2С; 14Г2С; 10Г2СЦ; 10ХСНЦ v.v..)
Dây hàn ПП-AH5 dùng riêng cho hàn tự động trong môi trường khí bảo vệ CO₂ khi hàn các mối hàn đứng có dùng các biện pháp tạo dáng mối hàn cưỡng bức.
Dây hàn ПП-AH10 dùng để hàn các liên kết cấu đòi hỏi chất lượng đặc biệt, làm việc trong các điều kiện tải trọng và nhiệt độ thấp.
Trong công nghệ phục hồi các bề mặt chi tiết máy mòn bằng hàn tự động và bán tự động thường dùng dây hàn đắp riêng. Theo tiêu chuẩn GOST 2246-70 các dây có ki hiệu Hn.30; Hn.50, Hn-30X; Hn-2X14... được cho phép chế tạo có thành phần cacbon cao hơn so với dây hàn thường.
Ngoài dây hàn thép cũng có các loại dây hàn kim loại màu như dây nhôm, dây đồng và dây hợp kim của nó.
Các loại vật liệu khác
Khí bảo vệ
Các khí trơ (heli, argon, v.v.) không có khả năng tham gia vào các phản ứng hóa học. Trong lĩnh vực hàn người ta sử dụng khí argon, hêli và cacbonic
a) Khi argon (Ar) là một loại khí không màu, không mùi, nặng hơn không khí khoảng 25%. Argon long không màu, không mùi và sòi ở nhiệt độ - 185,5°C dưới áp suất thường.
Argon được sản xuất ra ở dạng lỏng và dạng khí. Theo tiêu chuẩn GOST 10157-73 có 3 loại, tùy theo thành phần tạp chất.
b) Heli (He) là chất cũng không có mầu, không mùi, có tỷ trọng riêng nhỏ hơn argon khoảng 10 lần.
a) Khi argon (Ar) là một loại khí không màu, không mùi, nặng hơn không khí khoảng 25%. Argon long không màu, không mùi và sòi ở nhiệt độ - 185,5°C dưới áp suất thường.
Argon được sản xuất ra ở dạng lỏng và dạng khí. Theo tiêu chuẩn GOST 10157-73 có 3 loại, tùy theo thành phần tạp chất.
b) Heli (He) là chất cũng không có mầu, không mùi, có tỷ trọng riêng nhỏ hơn argon khoảng 10 lần.
c) Khí cacbonic (CO₂) được sử dụng rộng rãi trong hàn để làm khí bảo vệ. Ở áp suất cao CO₂ chuyển sang dạng lỏng, còn khi được làm lạnh ở áp suất thường nó chuyển sang trạng thái rắn (nước đá khô).
Trọng lượng 1 lít CO2 lỏng ở nhiệt độ +20°C là 0,77 kG còn ở nhiệt độ - 11°C hoặc thấp hơn, nó trở nên nặng hơn nước; vì vậy người ta mua bán khí CO₂ theo trong lượng, không theo thể tích.
Khí CO2 được nén ở áp suất cao, chia làm bốn dạng (theo GOST 8050-64): CO₂ hàn loại 1 và 2; CO₂ thực phẩm và CO₂ kỹ thuật.
Ba dạng đầu được dùng cho hàn; còn CO₂ kỹ thuật chỉ được dùng cho hàn sau khi nó đã được làm sạch tạp chất.
d) Nito (N). Loại khí này ít được sử dụng để hàn như là một loại khí bảo vệ độc lập (dùng trong trường hợp hàn đồng).
Trọng lượng 1 lít CO2 lỏng ở nhiệt độ +20°C là 0,77 kG còn ở nhiệt độ - 11°C hoặc thấp hơn, nó trở nên nặng hơn nước; vì vậy người ta mua bán khí CO₂ theo trong lượng, không theo thể tích.
Khí CO2 được nén ở áp suất cao, chia làm bốn dạng (theo GOST 8050-64): CO₂ hàn loại 1 và 2; CO₂ thực phẩm và CO₂ kỹ thuật.
Ba dạng đầu được dùng cho hàn; còn CO₂ kỹ thuật chỉ được dùng cho hàn sau khi nó đã được làm sạch tạp chất.
d) Nito (N). Loại khí này ít được sử dụng để hàn như là một loại khí bảo vệ độc lập (dùng trong trường hợp hàn đồng).
Điện cực không nóng chảy
Hiện nay người ta dùng một số loại điện cực không nóng chảy, chế tạo từ một số vật liệu khác nhau như than, graphit, vonfram, đồng để hàn.a) Điện cực than dẫn diện kém, có điện trở suất lớn gấp 4 lần điện trở suất của graphit. Dôi khi điện cực than được bọc đồng ở bên ngoài để tăng độ bền của nó khi tăng mật độ dòng điện.
b) Điện cực graphit được chế tạo từ than có tăng thêm một lượng graphit (bằng cách ủ ở nhiệt độ 2500°C). Đôi khi người ta cũng dùng những điện cực graphit thừa trong công nghiệp nấu thép. Trong trường hợp này, người ta xẻ thành các thanh có tiết diện ngang vuông hoặc chữ nhật và sau đó làm nhọn đầu.
Trong công nghệ hàn người ta hay dùng điện cực bằng vonfram hơn là điện cực than hoặc điện cực graphit. Tuy nhiên điện cực than và điện cực graphit có những ưu điểm sau:
- Hồ quang cháy ổn định ngay cả khi dòng điện nhỏ (3-5A) và chiều dài hồ quang lớn (tới 50mm).
- Điện cực mòn chậm, dễ thao tác, có thể hàn được những chiều dày nhỏ (1-3mm) với tốc độ rất lớn (tới 50 - 70 m/h).
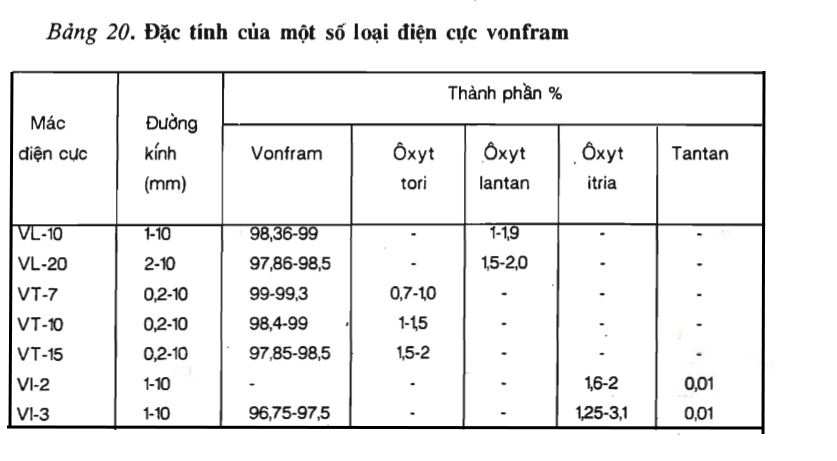
c) Điện cực vonfram là loại điện cực được dùng rộng rãi trong số các điện cực không nóng chảy. Ưu điểm của loại điện cực này là dễ gây hồ quang và hồ quang cháy ổn định. Quá trình hàn bằng điện cực vofram dễ tự động hóa. Nó được sử dụng để hàn cho nhiều loại thép khác nhau với chiều dày khác nhau và trong tất cả các vị trí không gian hàn khác nhau. Đồng thời nó luôn cho chất lượng kim loại hàn đạt chất lượng cao.
Đặc tính của một số điện cực vonfram được cho ở bảng 20.
Điện cực đồng
Điện cực được chế tạo từ đồng đỏ, nhìn chung loại điện cực này cho độ ổn định hồ quang. Trong một số trường hợp có khả năng làm việc với dòng hàn đến 600A. Tuy nhiên điện cực đồng đỏ cũng ít dùng vì tuổi thọ của nó không cao.
