
1. Dụng cụ lắp ráp bộ li hợp
Có thể các bạn đã biết hoặc chưa biết thì bộ li hợp trong xe máy là bộ phận quan trọng nằm giữa động cơ và hộp số, đóng vai trò quan trọng giúp xe vận hành, có nhiệm vụ truyền động từ máy sang bánh xe hoặc cũng có thể ngắt kết nối giữa động cơ và bánh xe
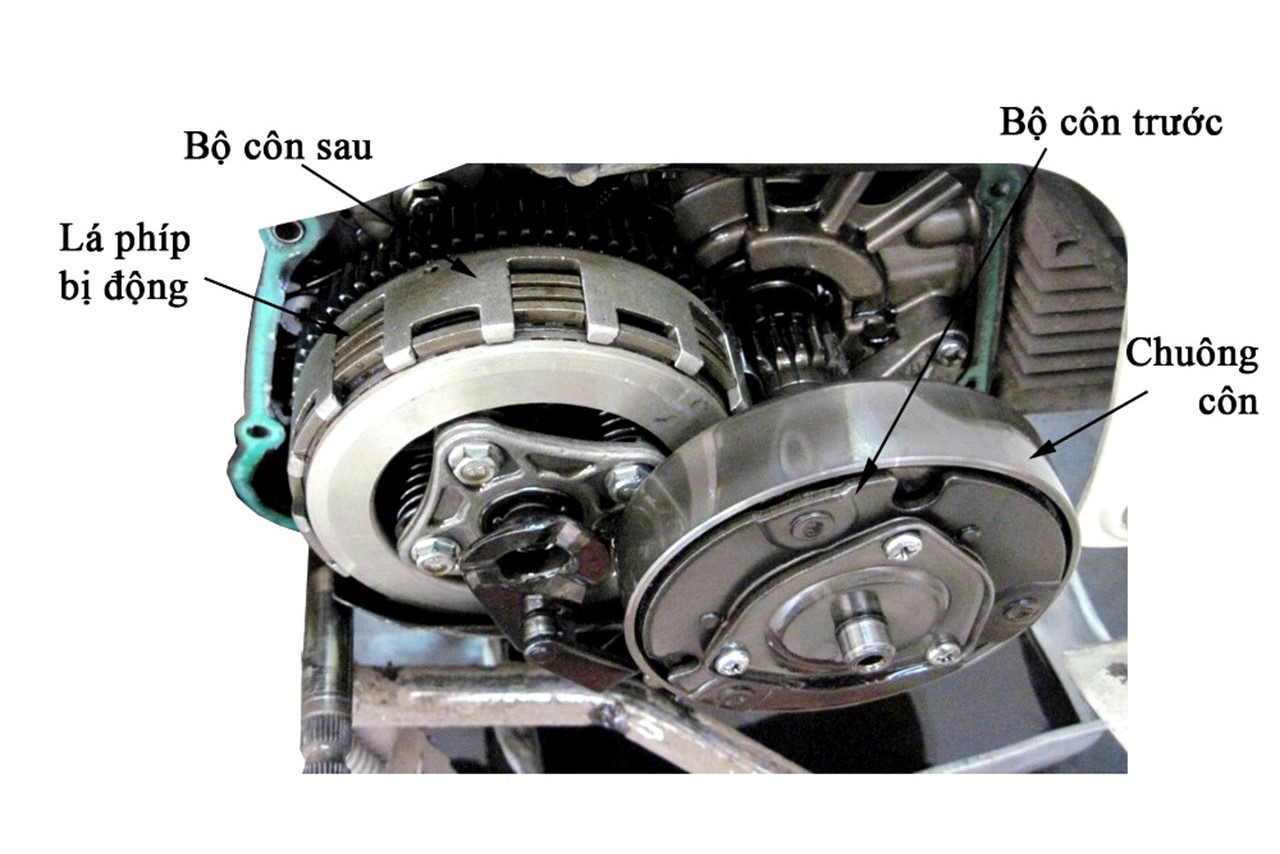
Cấu tạo bộ ly hợp xe máy
Khi tháo bộ li hợp của xe máy mà không có dụng cụ chuyên dụng thì rất khó tháo, đặc biệt là không thể vặn chặt ốc vít trên địa ép của bộ li hợp. Dụng cụ lắp ráp bộ li hợp thường dùng như hình 1-18,
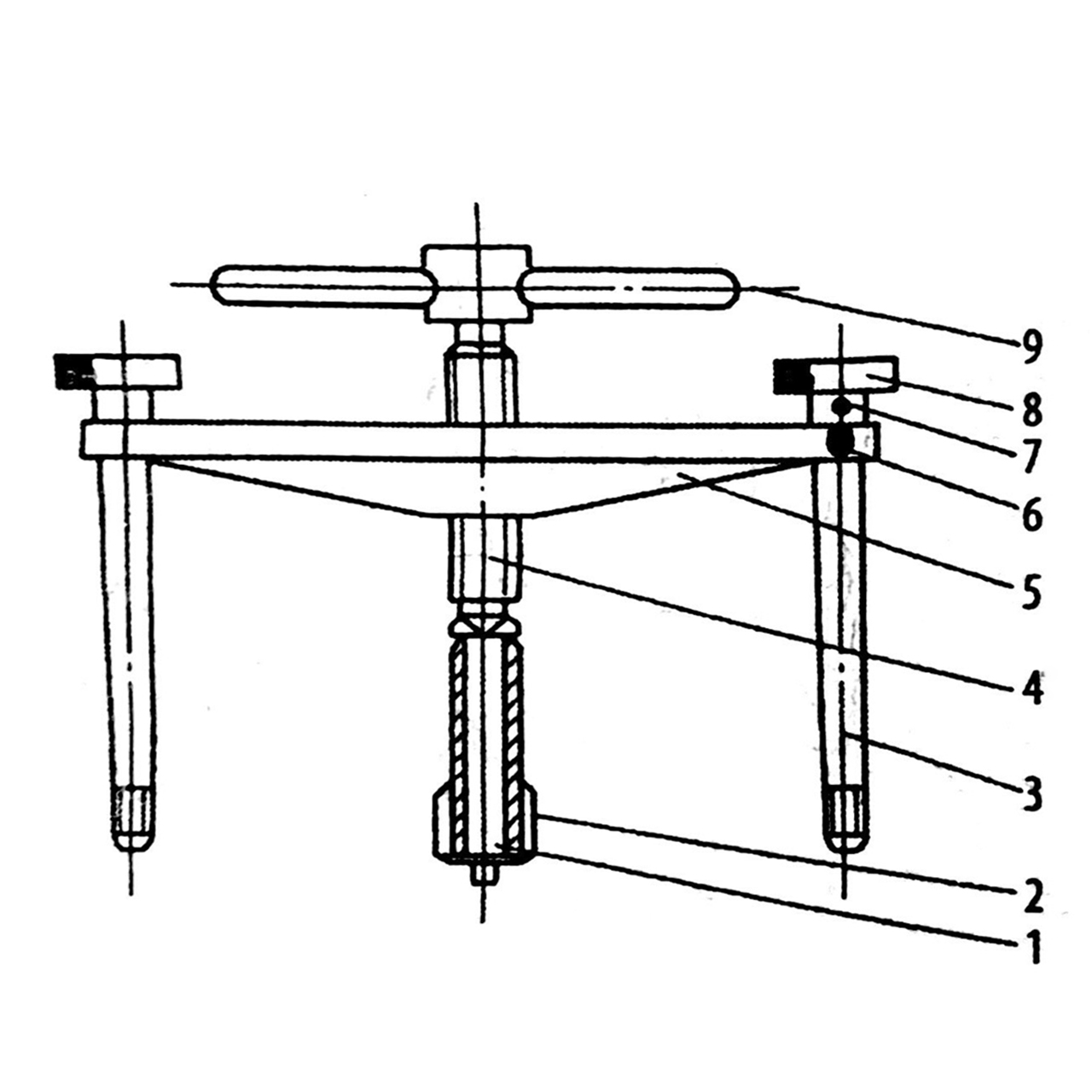
Hình 1-18: Dụng cụ lắp ráp bộ li hợp
1. Định vị trục tâm; 2. Trục then hoa; 3. Bu-lông; 4. Đình vit; 5. Xà; 6. Ốc vít; 7. Chốt thẳng; 8. Thanh nằm có khía; 9. Tay vặn
-Vật liệu chế tạo: Khi lắp trục tâm định vị và trục then hoa có thể chọn dụng cụ để tôi (cán) thép lên từ 50HRC-55HRC, các linh kiện khác có thể dùng thép 45, xử lý tôi và ram lên từ 28HRC-32HRC, còn đối với ốc vít và chốt cụ (chốt thẳng) thì dùng dụng cụ chuẩn.
- Các bước lắp ráp bộ li hợp:
- Trước tiên lắp lò xo của bộ li hợp vào trong lỗ lò xo của bánh đà
- Lắp đĩa nén trên dưới, lắp trục tâm định vị lên đĩa nén dưới (lắp 4 cạnh của trục tâm định vị vào trong lỗ vuông của đĩa nén dưới)
- Lắp trục then hoa, sau đó lắp van điều khiển và đĩa nén trên.
- Vặn bu-lông vào trong lỗ đinh vít của chốt bánh đà (tối thiểu phải vặn vào 5 ren),
- Xoay thanh và đẩy thuận chiều kim đồng hồ để nén lò xo sao cho tiếp túc với mặt phẳng ngang của đĩa nén trên và chốt bánh đà
- Trước tiên lắp 4 con ốc rồi vặn chặt, sau đó tháo dụng cụ ra rồi lắp 2 con ốc khác rồi vặn chặt.

Cảo ly hợp 3 chấu
2. Kẹp xéc măng (dụng cụ ép xéc măng)
Vòng găng hay còn gọi là xéc măng, séc măng, là một vòng kim loại hở được gắn với đường kính ngoài của pittông trong động cơ đốt trong hoặc động cơ hơi nước. Chúng có nhiệm vụ làm kín buồng đốt ngăn không cho khí cháy lọt xuống các-te động cơ và ngăn không cho dầu nhờn lọt vào buồng đốt

Xéc măng được định vị bên ngoài thân piston với nhiệm vụ làm kín buồng đốt
Khi lắp pit-tông, muốn làm cho vòng găng ăn khớp với pit-tông thì trước tiên phải ép vòng găng pit-tông, làm cho bạc xéc măng bằng với vòng găng, dụng cụ thường dùng như hình 1-19.( Kẹp xéc măng)
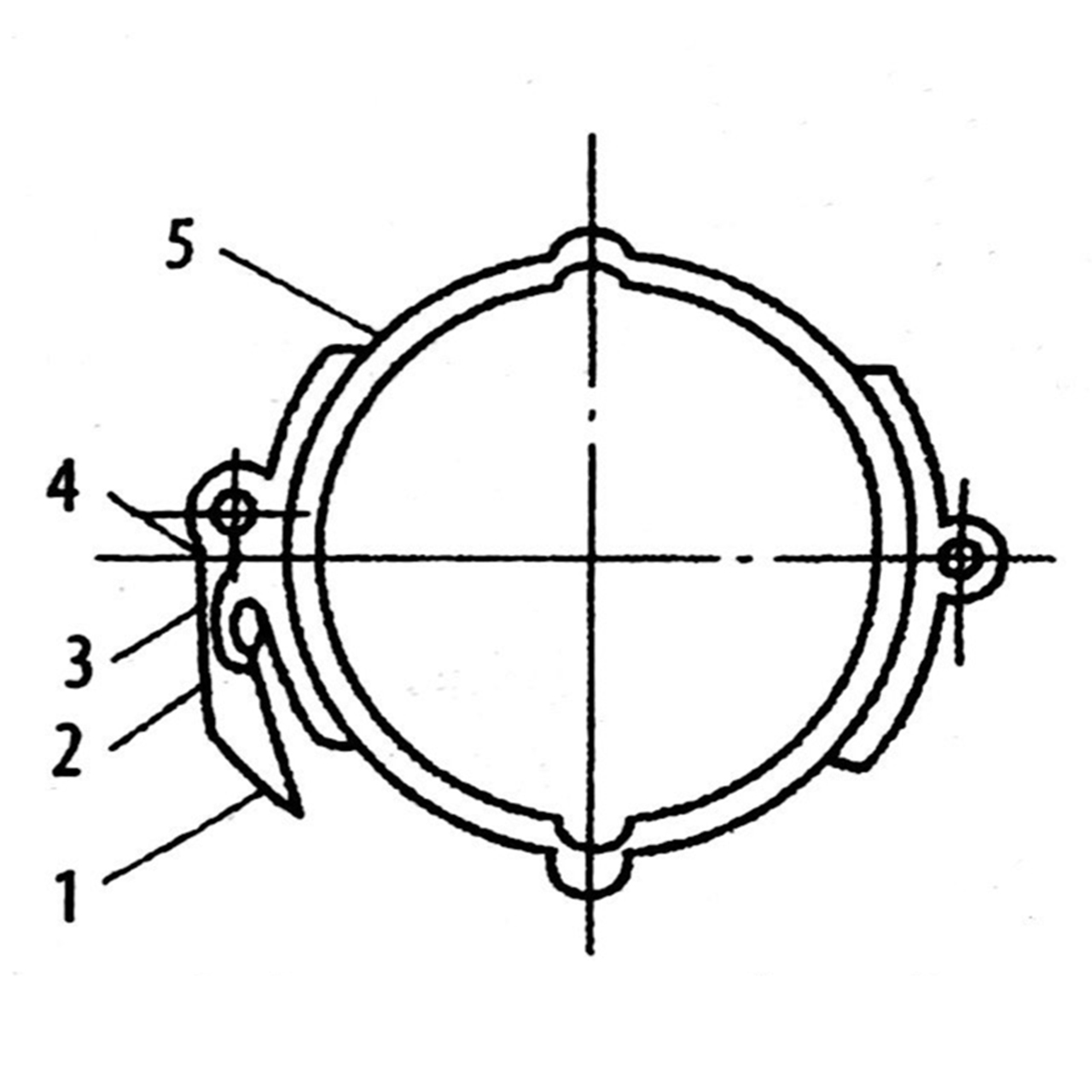
Hình 1-19: Kẹp xéc măng
1Cần đẩy; 2Chốt; 3Vòng dưới; 4. Thanh chắn; 5. Vòng trên
- Vật liệu chế tạo: Vòng trên và vòng dưới thường dùng đai thép dày 0,8mm tôi lên từ 40HRC-50HRC chế tạo thành, còn các linh kiện khác làm bằng thép 45, tôi lên từ 28HRC- 32HRC.
- Các bước thao tác sử dụng kẹp xéc măng:
- Các bước thao tác sử dụng kẹp xéc măng:
- Khi lắp ráp, trước tiên vặn cần đẩy để kẹp mở ra chụp lên bạc xéc măng,
- Sau đó bóp cần để kẹp khép lại, ép bạc xéc măng sao cho nó ngang với vòng găng.
- Lắp pit-tông lên tổ hợp pit-tông, đồng thời đẩy xuống để vòng găng pit-tông chui vào pit-tông.
- Lập lại động tác trên đến khi tất cả các vòng găng đều được lắp vào pit-tông,
- Sau đó tháo cờ lê rồi lấy kẹp vòng găng pit-tông ra.
3. Dụng cụ ép tháo chốt pit-tông
Trong động cơ đốt trong, chốt pittông là chi tiết nối giữa pittông và thanh truyền. Chốt này đảm bảo điều kiện làm việc bình thường của động cơ, có nghĩa là nếu chốt pittông gặp vấn đề thì sẽ động cơ sẽ không thể hoạt động bình thường.
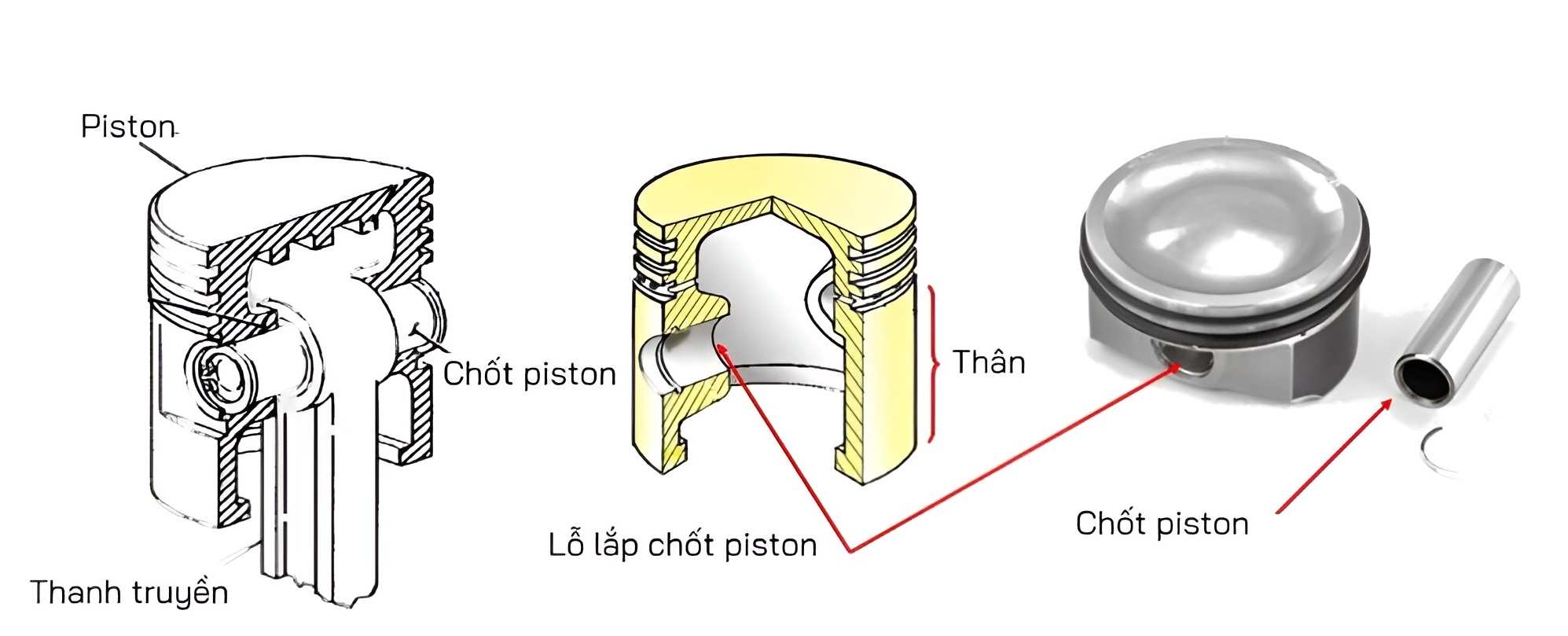
Cấu tạo và vị trí của chốt pittong trong xi lanh động cơ
Chốt pit-tông thường được lắp chặt với pit-tông, khi tháo tuyệt đối không được gõ, để tránh làm cho thanh nối pit-tông với trục khuỷu bị cong, dụng cụ ép dỡ chốt pit-tông như hình 1-20 sẽ giúp ép dỡ chốt pittông ra khỏi xi lanh động cơ mà không để lại hư hại gì cho xi lanh động cơ.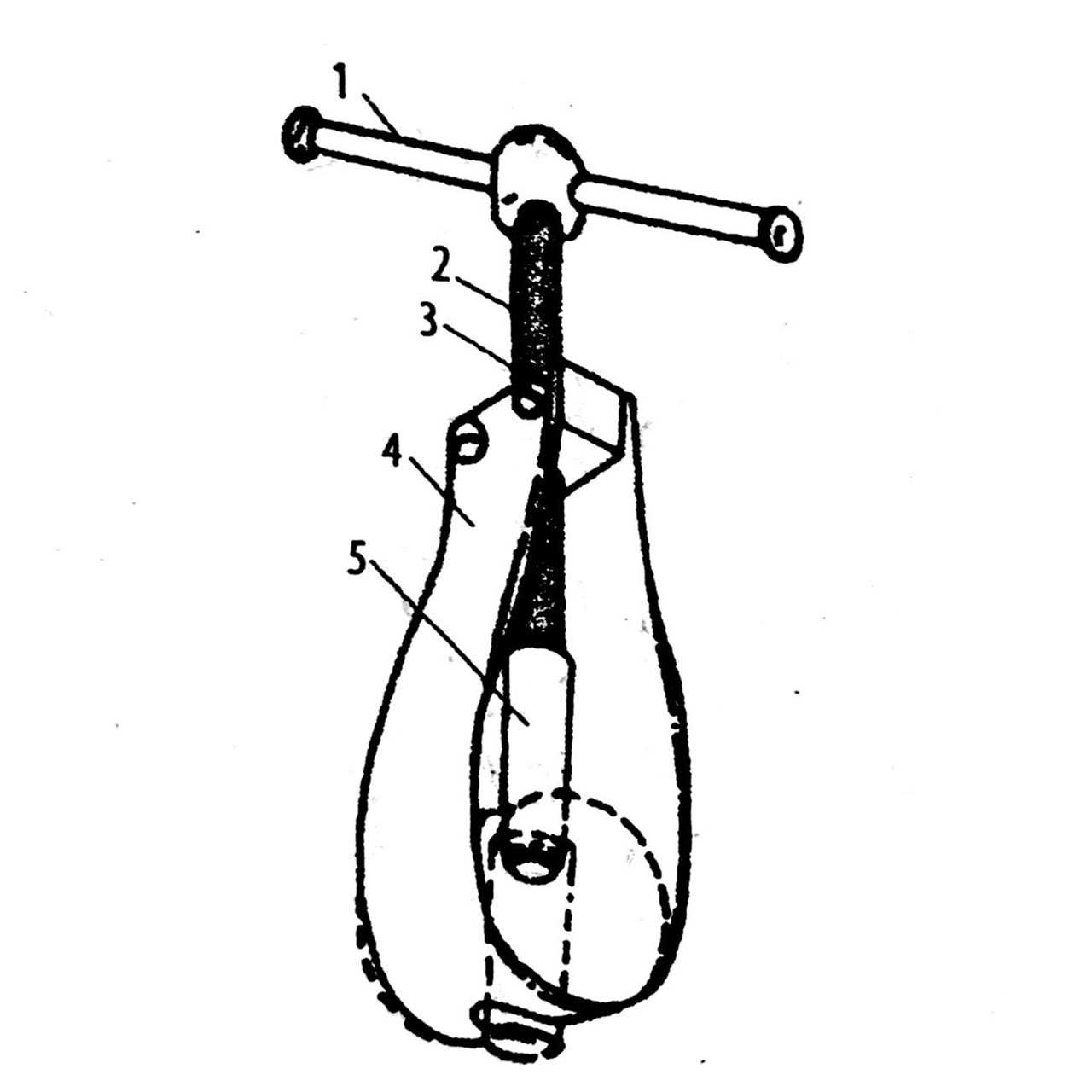
Hình 1-20: Dụng cụ ép dỡ chốt pit-tông
1.Thanh đẩy; 2.Đinh vít; 3.Đại ốc; 4.Vòng đệm; 5.Chốt đầy
- Vật liệu chế tạo: Vòng đệm dùng đai thép 45 dày 1mm tôi 28HRC-32HRC, các linh kiện khác dùng thép kết cấu carbon thường cán là được.
- Các bước tiến hành:
- Khi tháo rời phải lồng vòng đệm lên pit-tông
- Để chốt đẩy ăn vào là trong chốt pit-tông
- Xoay thanh đẩy thuận chiều kim đồng hồ, đến khi toàn bộ chốt pit-tông ép ra mới thôi.
4. Kìm tháo ráp vòng găng pit-tông
Như ở trên đã trình bày về dụ cụ kẹp/ép xéc măng giúp cho vòng găng ăn khớp với pittông thì bây giờ chúng ta đến với kìm tháo ráp vòng găng pittông/xéc măng có công dụng ráp/tháo vòng găng ra khỏi xi lanh động cơ.
Kìm tháo ráp xéc măng có cấu tạo đơn giản, dễ sử dụng, hiệu quả cao
Khi tháo ráp vòng găng pit-tông nhất định phải dùng dụng cụ chuyên dụng, không được dùng cờ lê, để tránh làm gãy vòng găng pit- tông thậm chí làm hỏng vòng găng. Hãy sử dụng kìm tháo ráp pit-tông như hình 1-21
Hình 1-21: Kìm tháo ráp pit-tông
1. Vòng kìm; 2Thanh trượt 3Tay cầm; 4. Lò xo cao su kim loại
- Vật liệu chế tạo: Tay cầm được làm bằng thép dụng cụ, lò xo cao su kim loại được cán bằng thép 65Mn, còn các linh kiện khác làm bằng thép 45.
- Các bước sử dụng kìm tháo ráp vòng găng pittông:
- Khi sử dụng lắp vòng gắng pít tông vào trong vòng kìm để miệng của vòng găng pit-tông thẳng với đầu tay cầm.
- Sau đó dùng lực nắm chắc tay cầm là có thể mở được vòng găng.
- Từ đó lắp vòng găng vào trong rãnh, hoặc tháo vòng găng ra khỏi rãnh.
5. Dụng cụ kéo trục khuỷu
Trục khuỷu là một bộ phận trong máy móc và động cơ xe máy được sử dụng để chuyển đổi chuyển động tịnh tiến của pittông thành chuyển động quay

Trục khuỷu là một bộ quan trọng trong động cơ xe máy có thể tháo rời khi cần sửa chữa hoặc thay thế
Khi sửa chữa động cơ, thường dùng phương pháp kéo để ráp tổ hợp trục khuỷu của động cơ vào trong hộp trục khuỷu. Dụng cụ kéo trục khuỷu như hình 1-22.
Hình 1-22: Dụng cụ kéo trục khuỷu
1Gioăng; 2. Van cóc; 3. Chốt cụ 4. Đình vit: 5. Van ngoài; 6. Đai ốc
- Vật liệu chế tạo: Các linh kiện như gioăng, van cóc, đinh vít, van ngoài đều có thể dùng thép 45, tôi đến 28HRC-32HRC.
- Các bước thao tác:
- Khi sử dụng, phải dùng gioăng đầy mặt cắt của thân hộp trục khuỷu
- Van cóc ráp vào đầu ren vít của trục khuỷu.
- Dùng cờ lê vặn van ngoài, sau đó dùng một cái cờ lê khác vặn đai ốc
- Còn trục khuỷu thì từ từ vặn vào trong hộp trục khuỷu
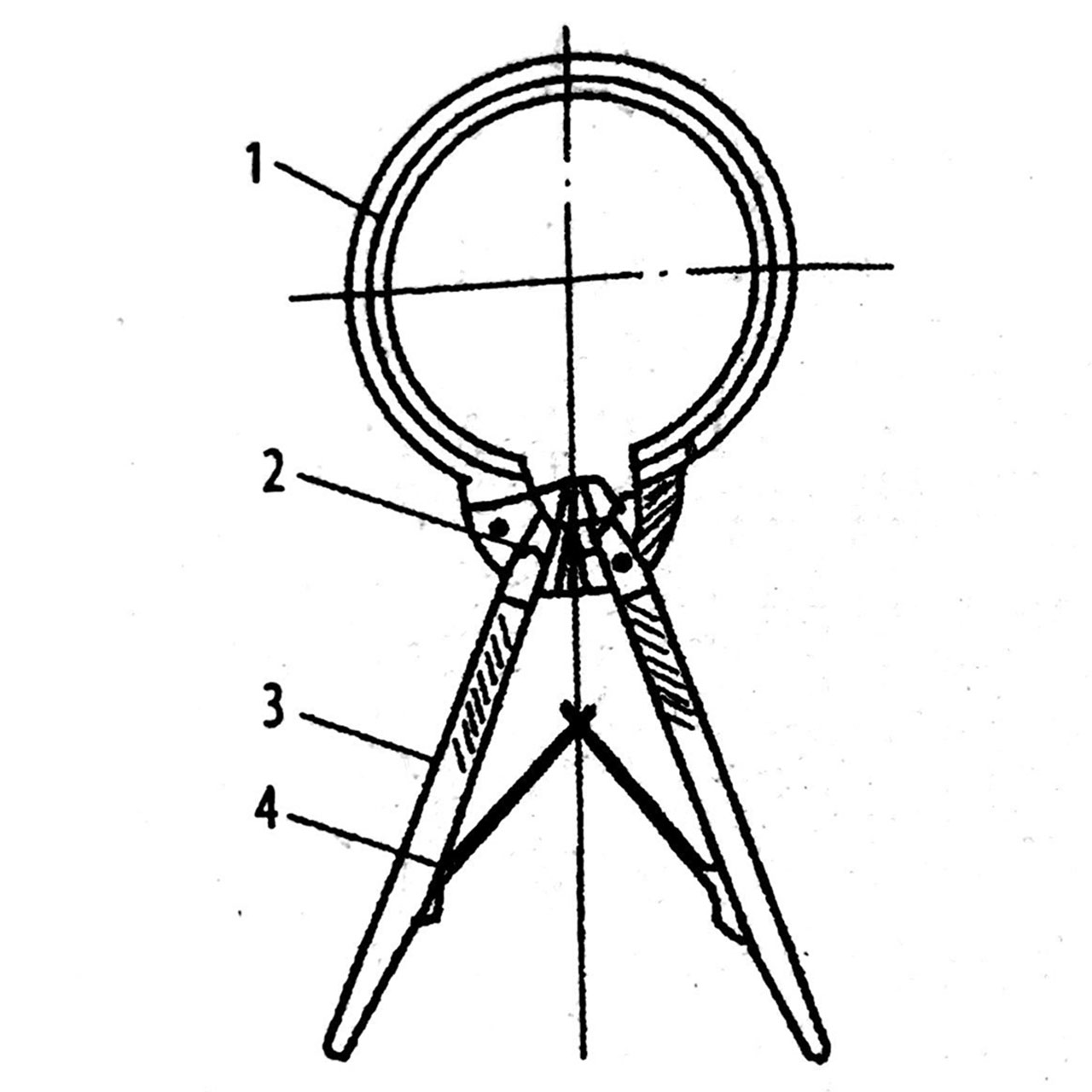
6. Cảo đĩa từ điện (vam mâm điện)
Cảo đĩa từ điện thường dùng như hình 1-23.
Hình 1-23: Cảo đĩa từ điện
1 Van cóc; 2. Chốt đầy; 3. Cần vặn
- Vật liệu chế tạo: Van cóc, chốt đầy đều có thể dùng thép 45, đồng thời tiến hành tôi từ 28HRC-32HRC.
- Thao tác sử dụng:
- Thao tác sử dụng:
- Khi sử dụng, vặn van cóc vào trong ren vít của máy từ điện (vặn sang trái)
- Vặn thanh đầy để chốt đầy khớp vào lỗ giữa trục khuỷu
- Tiếp tục vặn thanh đẩy là có thể tháo rời máy từ điện
7. Dụng cụ vặn nan hoa cân vành
Vành nan hoa xe máy được tạo thành từ rất nhiều những chiếc đũa xe hay còn gọi là chấu xe, dùng để gắn kết trục giữa bánh xe và vành xe lại với nhau. Các loại vành xe nan hoa thường có vành bằng nhôm, hoặc thép không gỉ, chất lượng cao, chịu lực tốt

Vành nan hoa của loại xe máy 50cc
Tay vặn nan hoa là dụng cụ chuyên dùng để sửa chữa xe máy, dùng đề vặn chặt hoặc nới lỏng nan hoa.
- Cấu tạo:
- Trên tay vặn nan họa có 6 khe vặn với các kích thước khác nhau dùng để lồng vào các đai ốc nan hoa có kích thước khác nhau, vặn đai ốc nan hoa để nan hoa được căng hoặc chùng.
- Mỗi khe vặn trên tay vặn nan hoa đều cùng nằm trên một đường thẳng, khi lồng khe vặn vào đại ốc nan hoa, một khe vặn khác sẽ kẹp lên nan hoa, như vậy vừa dễ vặn vừa tiết kiệm sức lực.
- Ren vít trên nan hoa là ren xoay theo chiều bên phải, vì vậy khi siết chặt nan hoa phải vận tay vận thuận chiều kim đồng hồ, như hình 1-24.
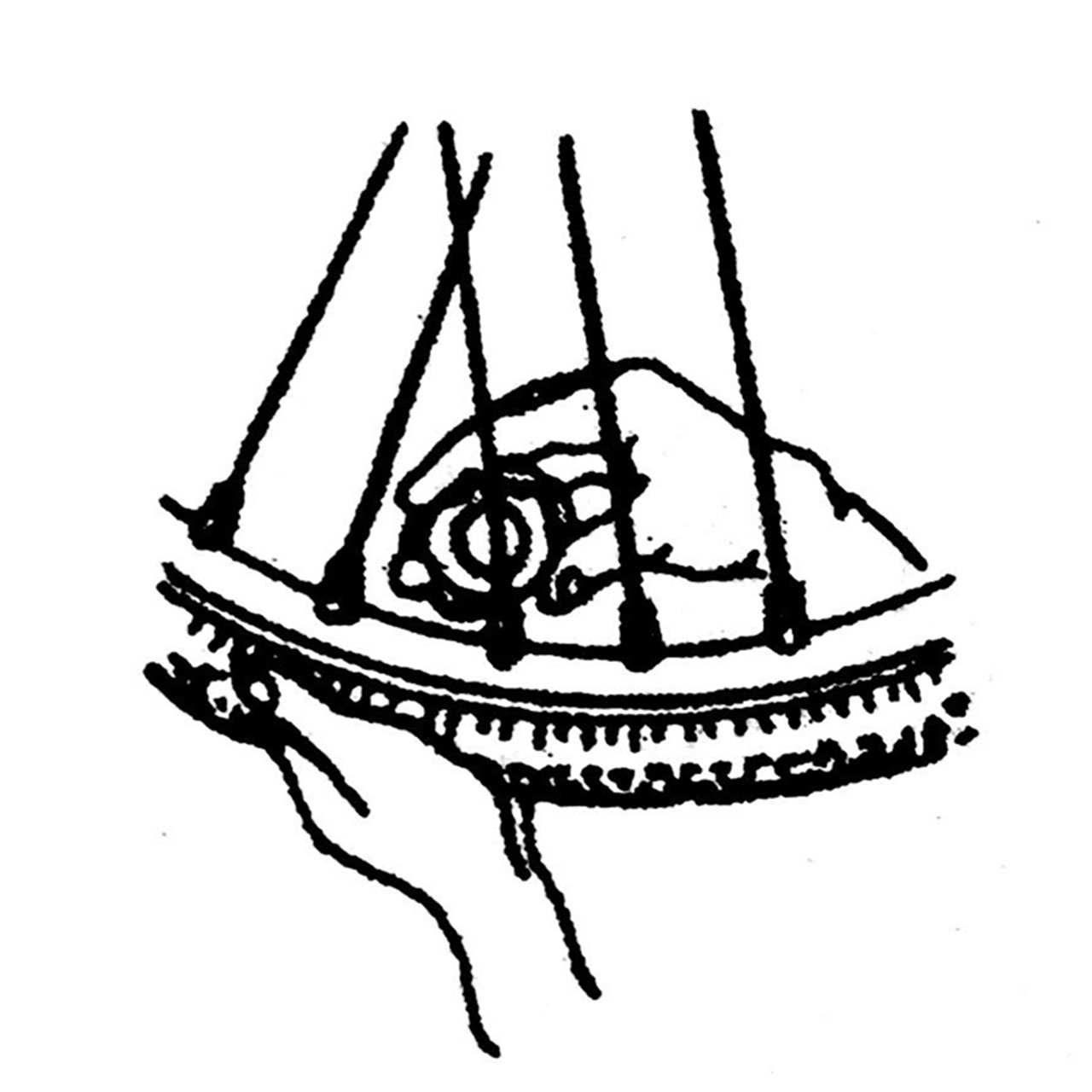
Hình 1-24: Tay vặn nan hoa điều chỉnh độ căng chùng của nan hoa
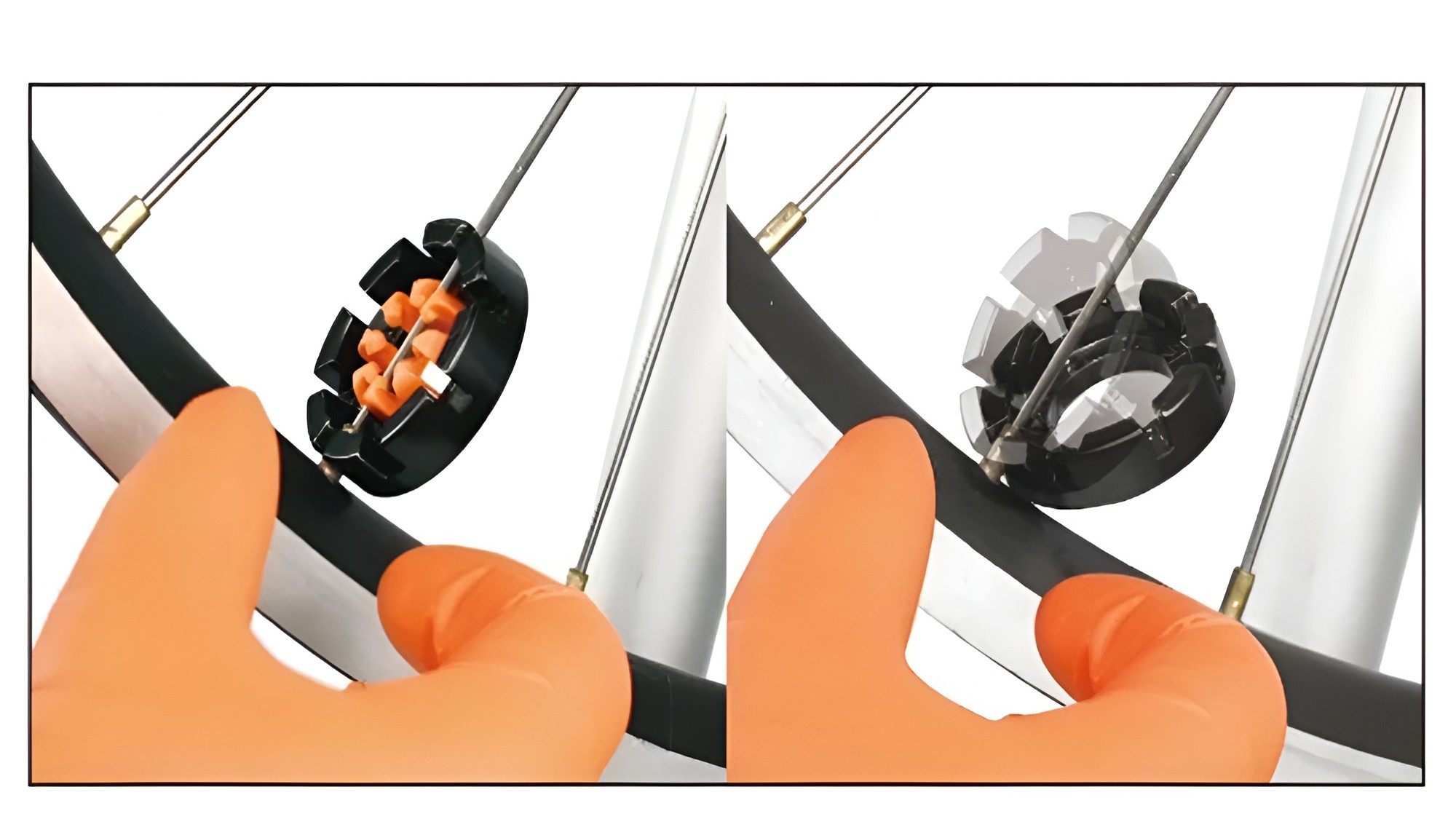
Ảnh thực tế tay vặn nan hoa cân vành
- Có thể tự chế tay vặn nan hoa. Là một vòng thép có đường kính từ 45mm-50mm, độ dày tầm 10mm, có khía 2 khe ở 2 dầu với cùng một đường kính. Nếu nan hoa ở bánh trước và bánh sau có cùng quy cách tì kích thước của 2 khe giống nhau. Nếu nan hoa ở 2 bánh có quy cách khác nhau thì kích thước của 2 khe cũng khác nhau, kích thước của khe xem bảng 1-9.
| Số thứ tự nan hoa | Đường kính nan hoa | Độ sâu của khe | Độ rộng của khe |
| 14 | 1,75 | 3,6 | 3,6 |
| 13 | 2 | 4 | 4 |
| 12 | 2,26 | 4,7 | 4,7 |
| 11 | 2,6 | 4,7 | 4,7 |
| 10 | 2,9 | 4,7 | 4,7 |
| 9 | 3,2 | 5,7 | 5,7 |
| 8 | 4,5 | 6,7 | 6,7 |
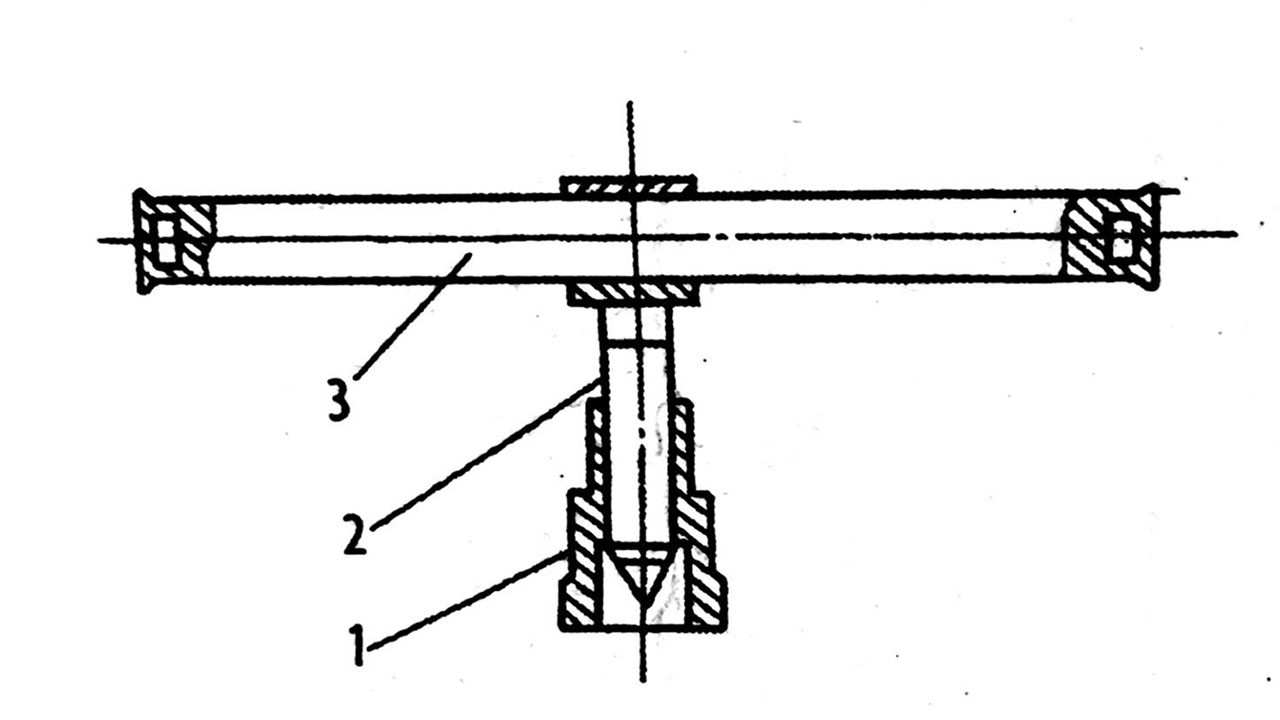
8. Cờ lê ống tháo bugi
"Thứ nhất là hỏng bugi, thứ hai là hỏng cái gì bên trong" là câu truyền miệng của những người sửa xe điều đó cho thấy tầm quan trọng của chiếc bugi trên xe máy.Trên các loại xe máy sử dụng động cơ xăng có tỷ số nén thấp, bugi chính là bộ phận của hệ thống đánh lửa, giữ vai trò làm mồi lửa đốt cháy nhiên liệu trên xe máy để có thể dễ dàng tháo lắp nhằm sửa chữa, thay thế những chiếc bugi này ta sẽ cần đến cờ lê ống tháo bugi, kết cấu như hình 1-25.

Ảnh thực tế một chiếc bugi đánh lửa trên xe máy
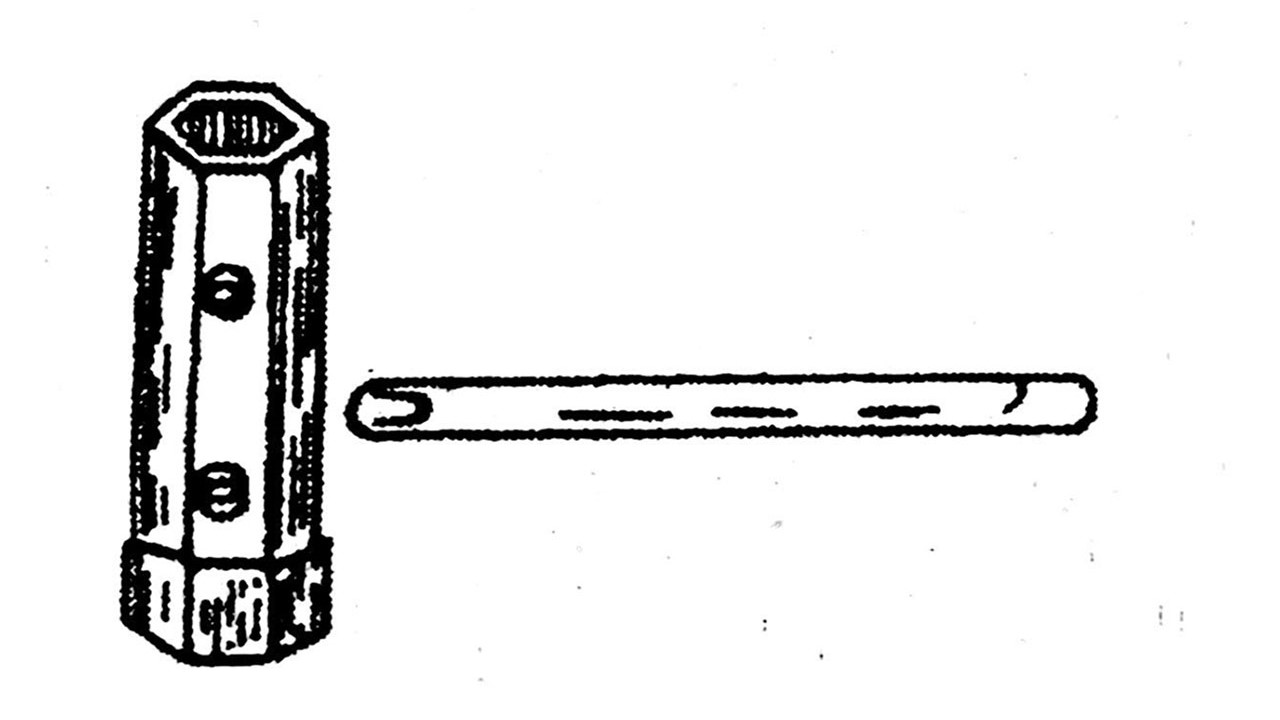
Hình 1-25: Cờ lê ống tháo bugi
- Cấu tạo:
- Cờ lê ống tháo bugi được làm bằng ống thép đúc liền 6 cạnh
- Khi làm việc thanh cốt sẽ cài vào lỗ của ống thép để phát huy tác dụng làm thanh đẩy.
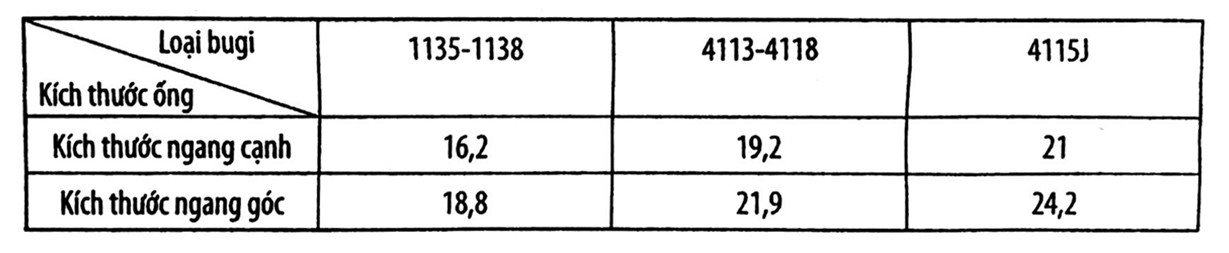
- Do bugi có nhiều kiểu cách và kích thước khác nhau, nên kích thước của cờ lê ống tháo cũng khác nhau.
- Kích thước của các loại cờ lê ống tháo bugi xem bảng 1-10.

Ảnh thực tế dụng cụ cờ lê ống dùng để tháo bugi trên xe máy
Bảng 1-10: Kích thước các loại cờ lê ống tháo bugi Đơn vị:mm
9. Cờ lê vặn xúp páp xả (van thoát khí)
Xupap trong động cơ đốt trong là bộ phận quan trọng giữ nhiệm vụ nạp hỗn hợp khí vào buồng đốt và xả khí ra ngoài sau mỗi chu trình cháy. Qua đó mà ta cũng phân loại ra được xupap xả và xupap nạp, trong đó xupap xả làm việc ở môi trường khắc nghiệt nhất nhiệt độ làm việc có thể lên tới 800-850 độ C, vận tốc lưu động của môi chất đi qua xupap xả lên tới 400-600 m/s cho nên rất dễ gặp tình trạng hư hỏng ở bộ phận này. Để có thể dễ dàng tháo lắp van xả bạn sẽ cần tới cờ lê vặn xupap
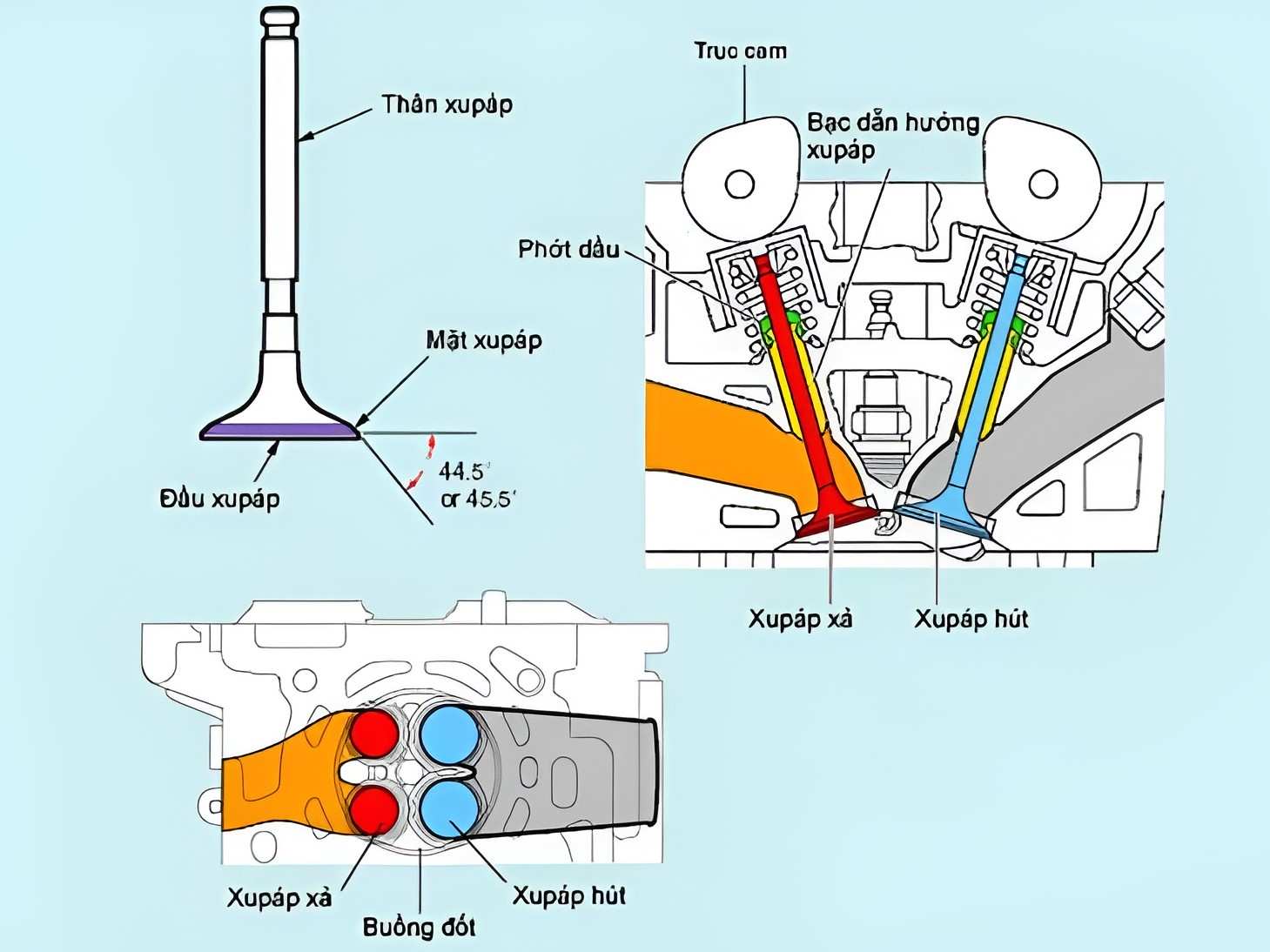
Cấu tạo xupap trong động cơ
Cờ lê vặn van xả được dùng để tháo ráp đai ốc của van xả, có kết cấu như hình 1-26.
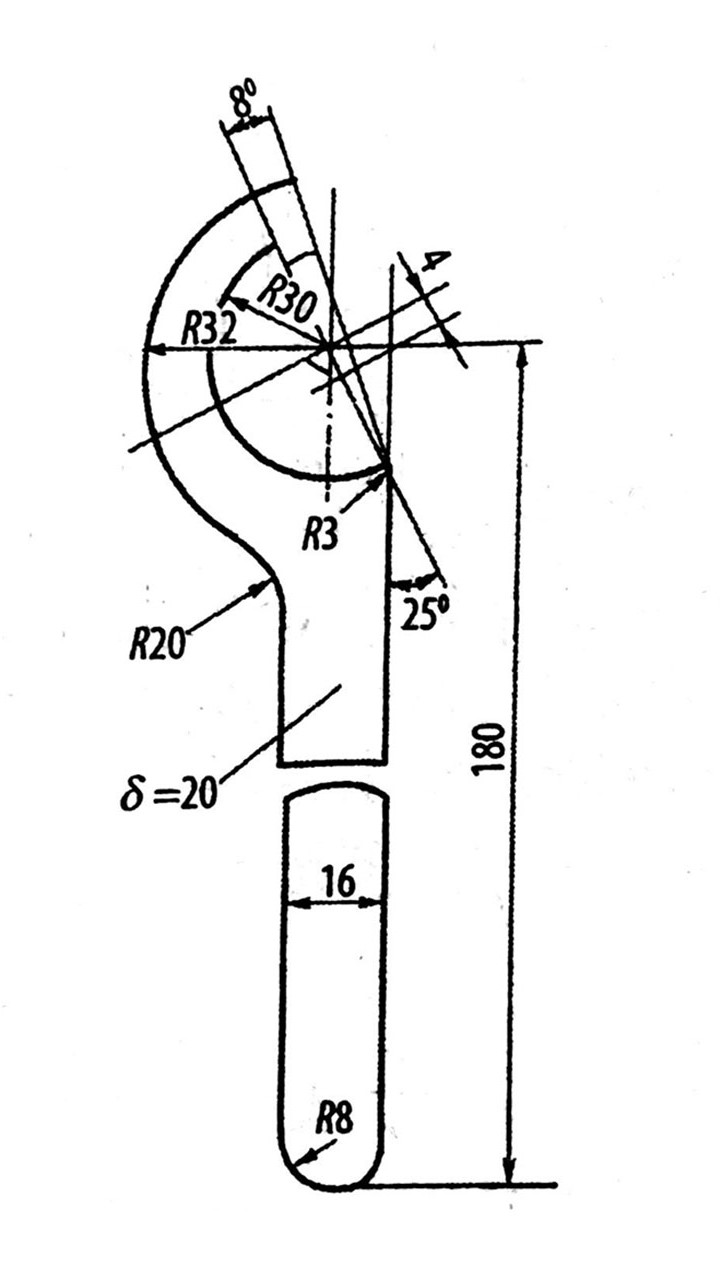
Hình 1-26: Cờ lê vặn ống xả
- Cấu tạo: Cờ lê vặn van xả có độ dày thông thường là 4mm, các kích thước liên quan khác được xác định tùy theo đường kính của đai ốc van xả, vật liệu là thép 45.
- Cách thức sử dụng: Khi sử dụng, phải kẹp đầu móc của cờ lê vào trong khía của đai ốc, chống mặt cung tròn lên mặt ngoài của đai ốc, sau đó dùng lực vặn phần cuối của cờ lê là có thể vặn chặt hoặc nới lỏng đai ốc van xả. Cũng có thể dùng búa gõ lên phần cuối của cờ lê, để đai ốc long ra rồi dùng cờ lê để vặn.
- Cách thức sử dụng: Khi sử dụng, phải kẹp đầu móc của cờ lê vào trong khía của đai ốc, chống mặt cung tròn lên mặt ngoài của đai ốc, sau đó dùng lực vặn phần cuối của cờ lê là có thể vặn chặt hoặc nới lỏng đai ốc van xả. Cũng có thể dùng búa gõ lên phần cuối của cờ lê, để đai ốc long ra rồi dùng cờ lê để vặn.
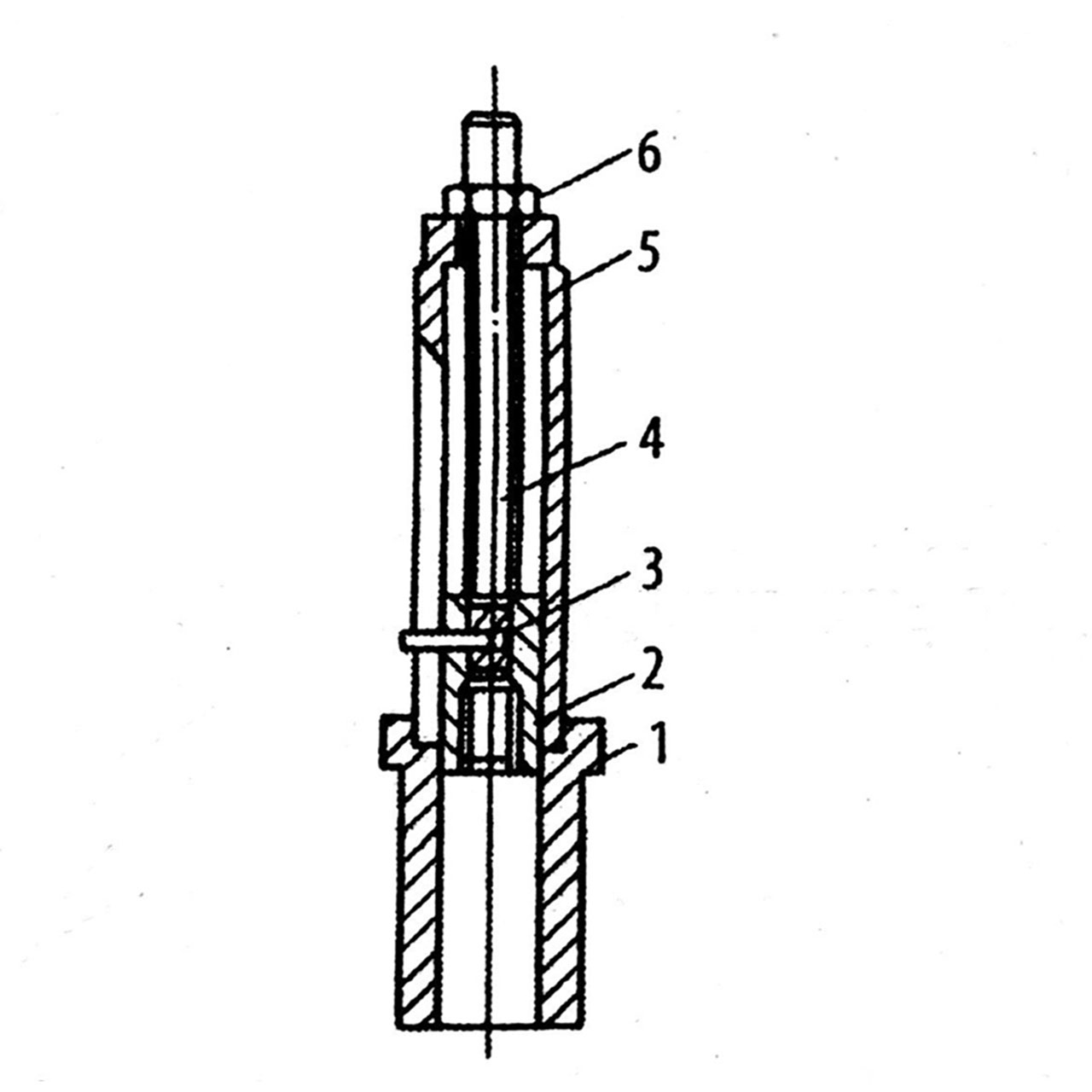
10. Dụng cụ đo điểm chết trên pit-tông
Điểm chết trên là điểm chết mà pittông ở xa tâm trục khuỷu nhất. Trong công việc điều chỉnh, sửa chữa động cơ, việc xác định điểm chết trên của máy là rất cần thiết cho nên để tăng độ chính xác trong công việc ta cần sử dụng, dụng cụ đo điểm chết trên pit-tông như hình 1-27.Nó được cấu tạo bởi đầu đo, chìa vặn kiểu ống lồng, đinh vít chốt đồng hồ và đồng hồ đo mặt số. Đầu đo được làm bằng thép CrWMn, phần đầu xử lý nhiệt lên 55HRC-60HRC.
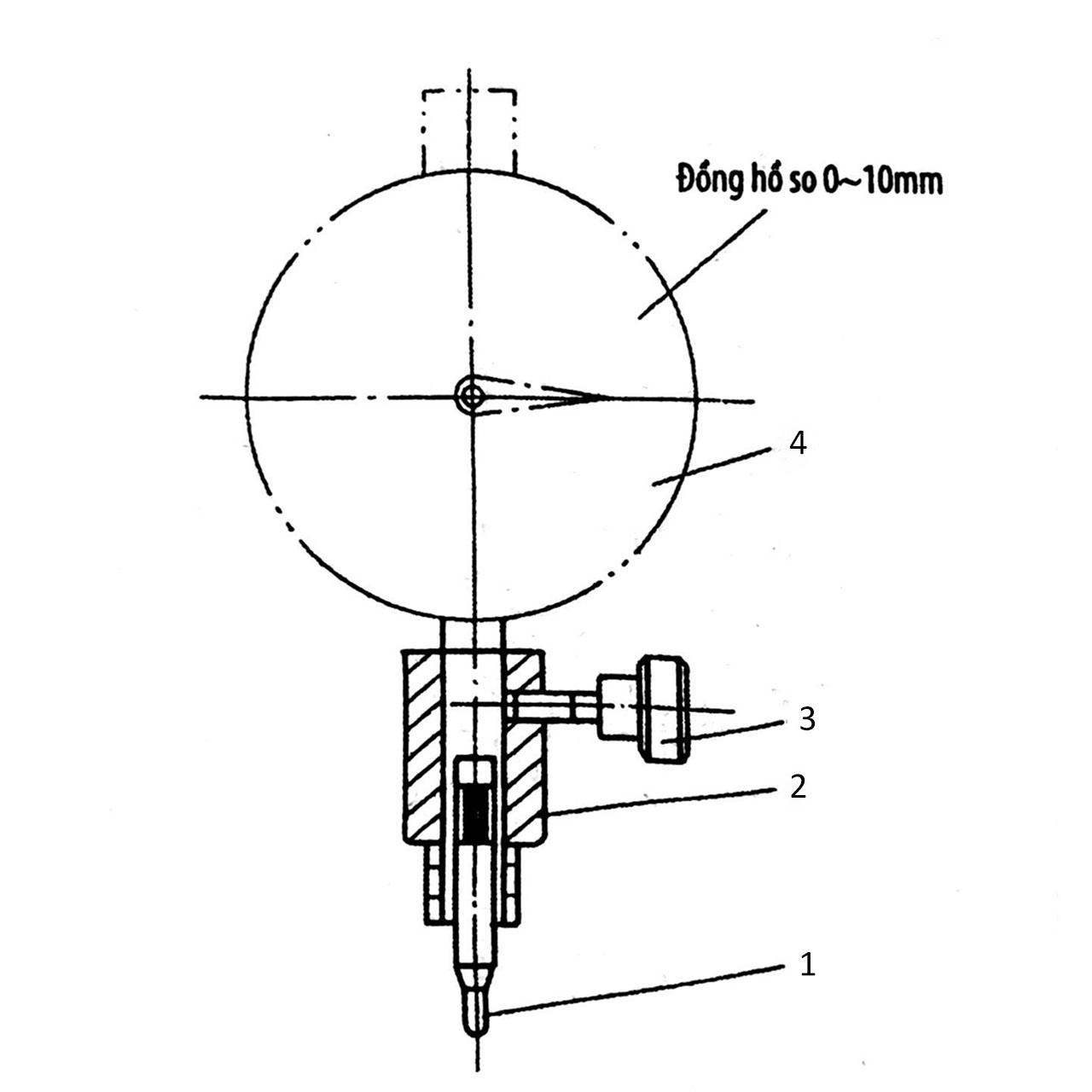
Hình 1-27: Đồng hồ so đo điểm chết trên pit-tông
1. Đầu đo; 2. Chìa vặn kiểu ống lồng 3. Đinh vít chốt đồng hồ; 4. Đồng hồ đo mặt số
1. Đầu đo; 2. Chìa vặn kiểu ống lồng 3. Đinh vít chốt đồng hồ; 4. Đồng hồ đo mặt số
- Cấu tạo: Nó được cấu tạo bởi đầu đo, chìa vặn kiểu ống lồng, đinh vít chốt đồng hồ và đồng hồ đo mặt số. Đầu đo được làm bằng thép CrWMn, phần đầu xử lý nhiệt lên 55HRC-60HRC.
- Lưu ý: Khi sử dụng, phải ráp chìa vặn kiểu ống lồng vào lỗ bắt trên bugi. Dùng kết hợp với điện trở kể là có thể đo chính xác góc nghiêng của điểm chết.
11. Bộ phận chân giữ
Bộ dừng có kết cấu như hình 1-28. Nó được tạo bởi chốt trụ, khay đình (địa đình), đinh tán, tấm móc và tay cầm.
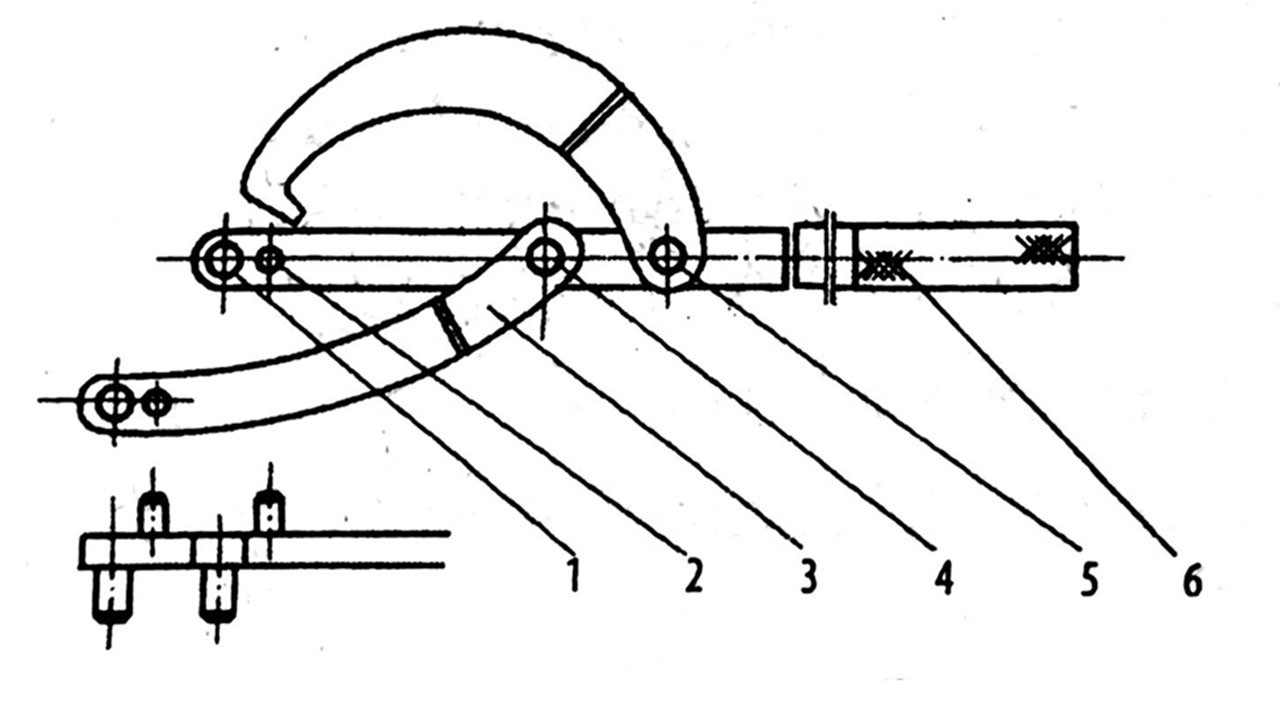
Hình 1-28: Bộ phận hãm
1Chốt cụ lớn; 2Chốt cụ nhỏ; 3. Khay đỉnh; 4. Đinh tán; 5. Tầm móc; 6. Tay cầm (cố định)
Khi vặn chặt đai ốc cố định vào máy từ điện và cố định đai ốc vào bánh xích con, có thể dùng dụng cụ này để cố định bánh đà và bánh xích con của máy từ điện, để tránh bị quay theo, gây khó khăn cho việc tháo ráp.
12. Đồng hồ đo vạn năng
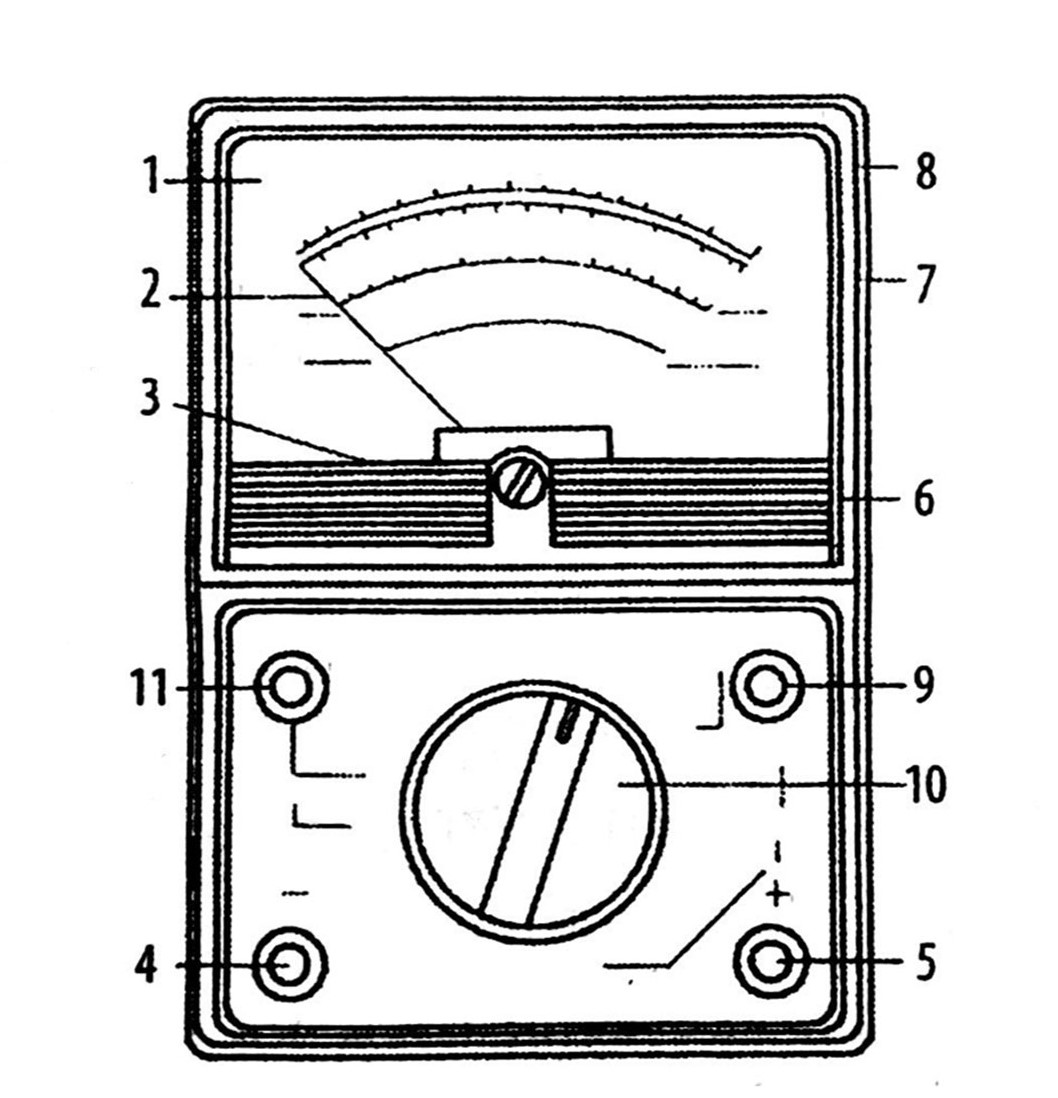
Đồng hồ đo vạn năng là thiết bị đo đạc thường dùng để đo hệ thống điện của xe máy, hình dáng như hình 1-29.
Hình 1-29: Đồng hồ đo vạn năng
1. Mặt khắc độ; 2. Kim đồng hồ; 3. Bộ điều chỉnh số không 4. Đầu kẹp âm (cực âm); 5. Đầu kẹp dương (cực dương) 6. Vỏ máy đo; 7. Nắp xoay; 8. Hộp máy đo; 9. Nút chỉnh mức 0Ω; 10. Bộ chọn khoảng đo (bộ chọn chế độ làm việc); 11. Lỗ cắm cực dương của dòng điện một chiều

Dây dẫn có 2 dây màu đỏ và màu đen, dây màu đỏ là cực dương, dây màu đen là cực âm.
Khi sử dụng đồng hồ đo vạn năng cần lưu ý các vấn đề sau:
- Điện trở: vạch khắc ở vị trí trên cùng là số đọc giá trị điện trở đơn vị là Ohm (Ω), khi sử dụng các nấc khác nhau, kim chỉ số nào phải nhân với bội số của giá trị đó.
- Điện áp một chiều: vạch DCV trên bảng là số đọc giá trị điện áp một chiều, đơn vị là Vôn (V).
- Điện áp xoay chiều: vạch ACV trên bảng là số đọc giá trị điện áp xoay chiềuđơn vị là Vôn (V).Được phân làm 3 nấc khi sử dụng các nấc khác nhau thì phải đọc số tương ứng với nấc đó.
- Dòng điện một chiều: vạch DCV trên bảng là số đọc giá trị dòng điện một chiều, đơn vị là Ampe (A), được phân làm 2 nấc, giá trị đo cao nhất là 5A và 10A.
- Điều chỉnh mức 0Ω: khi dùng đồng hồ đo vạn năng bỏ túi để đo điện trở, ta phải điều chỉnh núm xoay về vị trí tương ứng. Không được đo ở vị trí sai hoặc điều chỉnh núm xoay trong quá trình đo đạc, để tránh làm hỏng máy. Khi dùng xong phải điều chỉnh núm xoay về vị trí “OFF” (tắt). Khi điều chỉnh mức 0, phải xoay núm “0QADJ” thuận chiều kim đồng hồ về đáy, nếu kim chỉ vẫn không về đến vị trí 02 thì phải đảo pin.
13. Đồng hồ đo điện trở
Đồng hồ đo điện trở còn gọi là ôm kế điện. Đồng hồ đo điện trở có rất nhiều loại nhưng cấu tạo và nguyên lý làm việc của nó về cơ bản đều giống nhau đồng hồ đo điện trở thường được cấu tạo bởi thiết bị đo tỉ số bằng nam châm vĩnh cửu (có cuộn dây động).
13.1 Cấu tạo của thiết bị đo tỉ số bằng nam châm vĩnh cửu
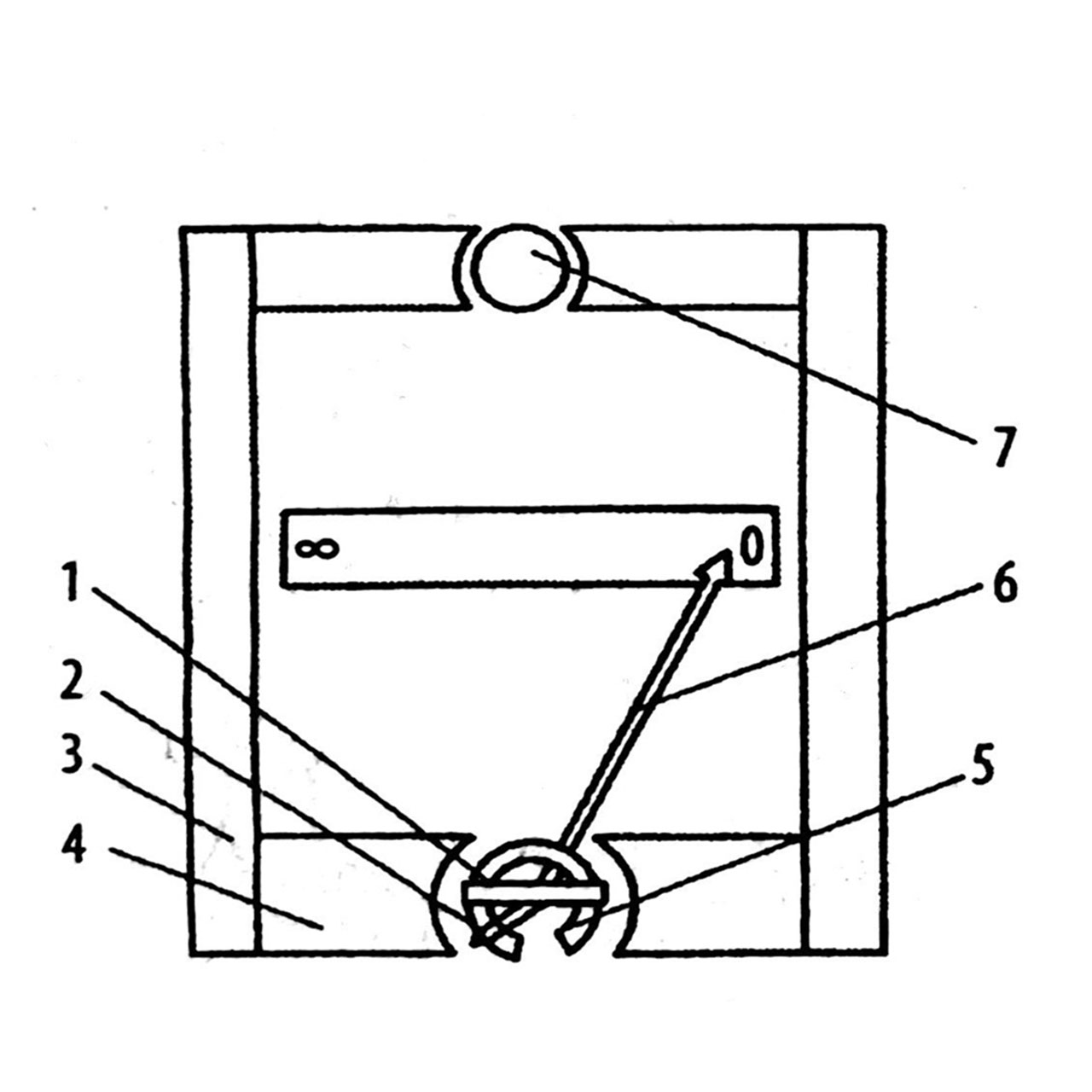
Cấu tạo của thiết bị đo tỉ số bằng nam châm vĩnh cửu như hình 1-30. Nó được cấu tạo bởi một máy phát điện tay quay và một máy đo tỉ lệ bằng nam châm vĩnh cửu.
Hình 1-30: Cấu tạo của máy đo tỉ lệ bằng nam châm vĩnh cửu
1, 2. Khung quay; 3. Nam châm vĩnh cửu; 4. Khối cực từ 5. Lõi tròn; 6. Kim đồng hồ; 7. Máy phát điện tay quay
13.2 Sử dụng đúng đồng hồ đo điện trở
Các thiết bị điện cao áp thường được đo bằng đồng hồ đo điện trở có điệp áp cao, còn các thiết bị điện có điện áp thấp thường được đo bằng đồng hồ đo điện trở có điện áp tương đối thấp. Bảng 1-11 đưa ra các quy cách của đồng hồ đo điện trở dùng để đo điện trở cách điện của thiết bị điện.
-Khi đo cần lưu ý các vấn đề sau:
-Khi đo cần lưu ý các vấn đề sau:
- Để phòng tránh xảy ra sự cố về người và thiết bị, cũng như có được kết quả đo chính xác, khi dùng đồng hồ đo điện trở để đo đạc, phải ngắt nguồn điện của thiết bị cần đo, đồng thời cho tiếp đất để phóng điện, nếu không sẽ không thể đo được.
Bảng 1-11: Quy cách của đồng hồ đo điện trở dùng để đo điện trở cách điện của thiết bị điện
| Thiết bị cần đo | Điện áp định mức của thiết bị cần đo | Điện áp của đồng hồ đo điện trở/V |
| Điện trở cách điện của cuộn dây | <500 | 500 |
| Điện trở cách điện của cuộn dây quấn động cơ | <300 | 1000 |
| Điện trở cách điện của máy biến áp, động cơ, cuộn dây của động cơ điện | >500 | 1000-2500 |
| Điện trở cách điện của thiết bị điện | <500 | 500-1000 |
- Đối với các thiết bị có thể cảm ứng ra điện áp cao, trước khi chưa khử hết thì không được tiến hành đo.
- Lau sạch bề mặt của thiết bị cần đo, để tránh làm sai chỉ số đó.
- Khi đo phải giữ cho máy phát điện tay quay luôn chuyển động đều, không được lúc nhanh lúc chậm khiến cho kim bị rung, thông thường phải giữ ở mức 120r/min.
- Khi đo nên đọc số sau 1 giây là chuẩn nhất, nếu là thiết bị đo có điện dung lớn thì giữ cho kim ổn định không xê dịch là chuẩn nhất.
- Đo xong phải cho đồng hồ đo ngừng hoạt động và sau khi phóng điện thiết bị cần đo mới có thể tháo dây, để tránh bị điện giật và làm hỏng máy.
- Thiết bị đầu cuối của máy đo và dây dẫn nối tiếp giữa các thiết bị cần đo không được dùng dây cách điện đôi và dây xoắn, mà phải dùng dây một lõi để đấu rời, nhằm tránh do dây cách điện và dây xoắn chất lượng kém làm sai lệch giá trị đo.
- Trước khi đo phải tiến hành thử mạch hở và đoản mạch, để kiểm tra xem đồng hồ đo điện trở có hoạt động bình thường hay không. Nếu đo thử mạch hở mà kim không chỉ“co”, và khi đo thử đoản mạch mà kim không chỉ”0” thì chứng tỏ đồng hồ không chuẩn, phải đối đồng hồ khác hoặc phải đem sửa mới dùng được dùng.
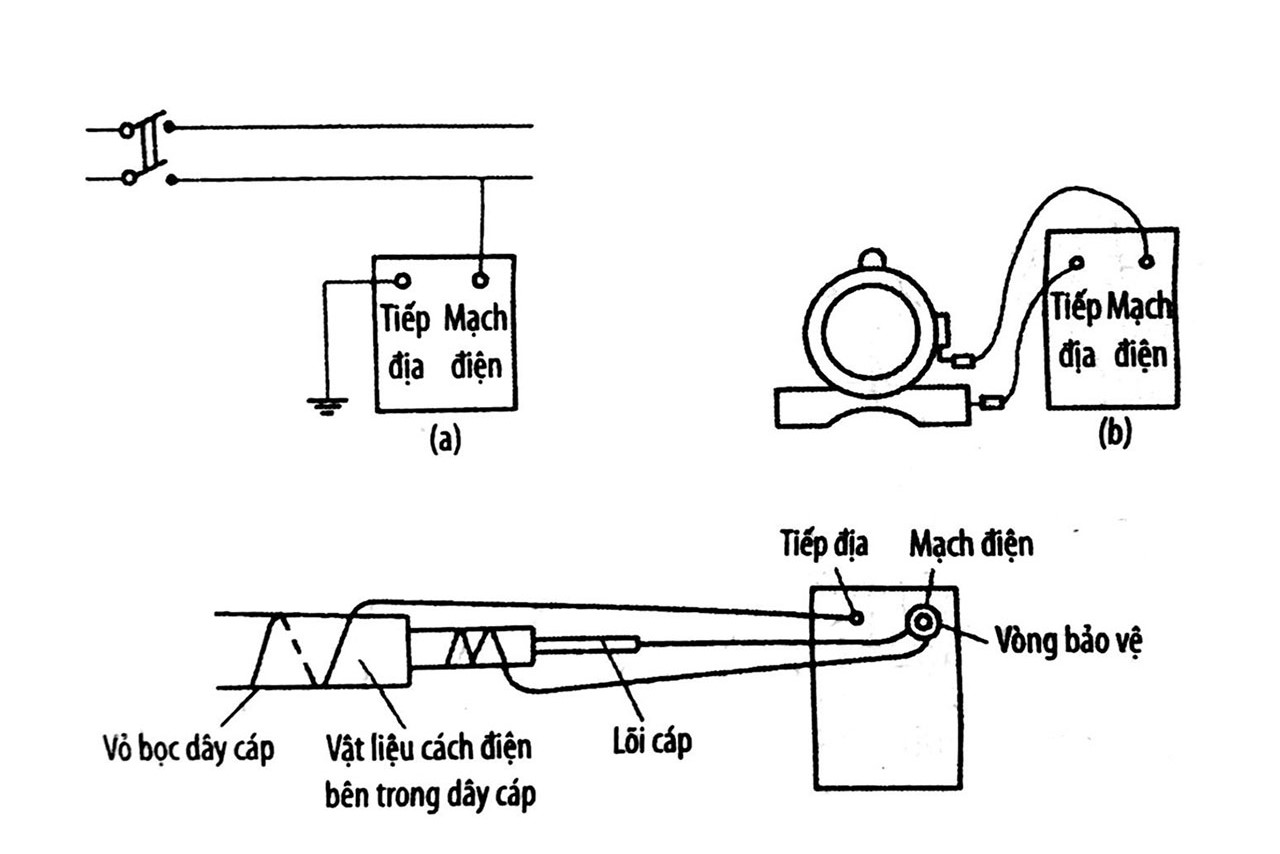
- Cách nối đúng dây để đo điện trở cách điện của đồng hồ đo điện trở như hình 1-31, trên đồng hồ lần lượt đánh dấu đầu cực tiếp đất (E), mạch điện (L) và đầu bảo vệ (G).
Hình 1-31: Cách nối đúng dây để đo điện trở cách điện của đồng hồ đo điện trở
(a)Đo điện trở cách điện của mạch; (b) Đo điện trở cách điện của động cơ điện (c) Đo điện trở cách điện của dây cáp
Khi đo điện trở cách điện, đầu được đo nối với đầu cực của “mạch điện”, còn dùng dây tiếp địa chất lượng tốt nối với đầu cực “tiếp đất, như hình 1-31(a). Khi đo điện trở cách điện của động cơ điện, thì nổi cuộn dây của động cơ với đầu cực “mạch điện”, vỏ máy nối với đầu cực “tiếp đất”, như hình 1-31(b). Khi đo điện trở cách điện của lõi cáp đối với vỏ bọc dây cáp, ngoài việc lần lượt nổi lõi cáp và vỏ bọc dây cáp với đầu cực “mạch điện” và “tiếp đất” còn phải nối vật cách điện bên trong giữa vỏ bọc dây cáp và lõi cáp với “vòng bảo vệ, để loại bỏ yếu tố do bề mặt đồng hồ bị rò điện mà làm cho chỉ số bị sai lệch, như hình 1-31(c).
13.3 Các thông số kỹ thuật của đồng hồ đo điện trở thường dùng
Thông số kỹ thuật của đồng hồ đo điện trở xem trong bảng 1-12.
| Loại | Điện áp Động cơ điện/V | Phạm vi đo/MΩ | Giá trị vạch chia nhỏ nhất/MΩ | Cập độ chính xác |
| 0101 | 100 | 0-100 | 1,0 | |
| 2525 | 250 | 0-250 | 1,0 | |
| 0505 | 500 | 0-500 | 1,0 | |
| 1010 | 1000 | 0-1000 | 1,0 | |
| ZC11-1 | 100(±10%) | 0-500 | 0,05 | 1,0 |
| ZC11-2 | 250(±10%) | 0-1000 | 0,1 | 1,0 |
| ZC11-3 | 500 | 0-2000 | 0,2 | 1,0 |
| ZC11-4 | 1000 | 0-5000 | 1 | 1,0 |
| ZC11-5 | 2500 | 0-10000 | 1 | 1,5 |
| ZC11-6 | 100 | 0-20 | 0,01 | 1,0 |
| ZC11-7 | 250 | 0-50 | 1,0 | |
| ZC11-8 | 500 | 0-100 | 0,05 | 1,0 |
| ZC11-9 | 50 | 0-200 | 1,0 | |
| ZC11-10 | 2500 | 0-2500 | 1,5 | |
| ZC25-1 | 100 | 0-100 | 0,05 | 1,0 |
| ZC25-2 | 250 | 0-250 | 0,1 | 1,0 |
| ZC25-3 | 500 | 0-500 | 0,1 | 1,0 |
| ZC25-4 | 1000 | 0-1000 | 0,2 | 1,0 |
14. Máy đo tốc độ quay của động cơ cảm ứng
Hình dáng của máy đo tốc độ kỹ thuật số DET-200 như hình 1-32
-Đặc điểm của máy đo này là:
- Có thể đo được tốc độ ở gần bugi đánh lửa và dây dẫn cao áp.
- Căn cứ vào số lần đánh lửa, chọn các nấc xoay khác nhau, có thể đo được tốc độ của động cơ ở các chu kỳ (khoảng chạy).
- Có thể dùng dây dẫn để đo ở những nơi chật hẹp.
- Sử dụng màn tinh thể nên có thể quan sát được giá trị đo ở những nơi có điều kiện ánh sáng không đảm bảo.
- Có chức năng tự động hiển thị tốc độ và thời gian đo
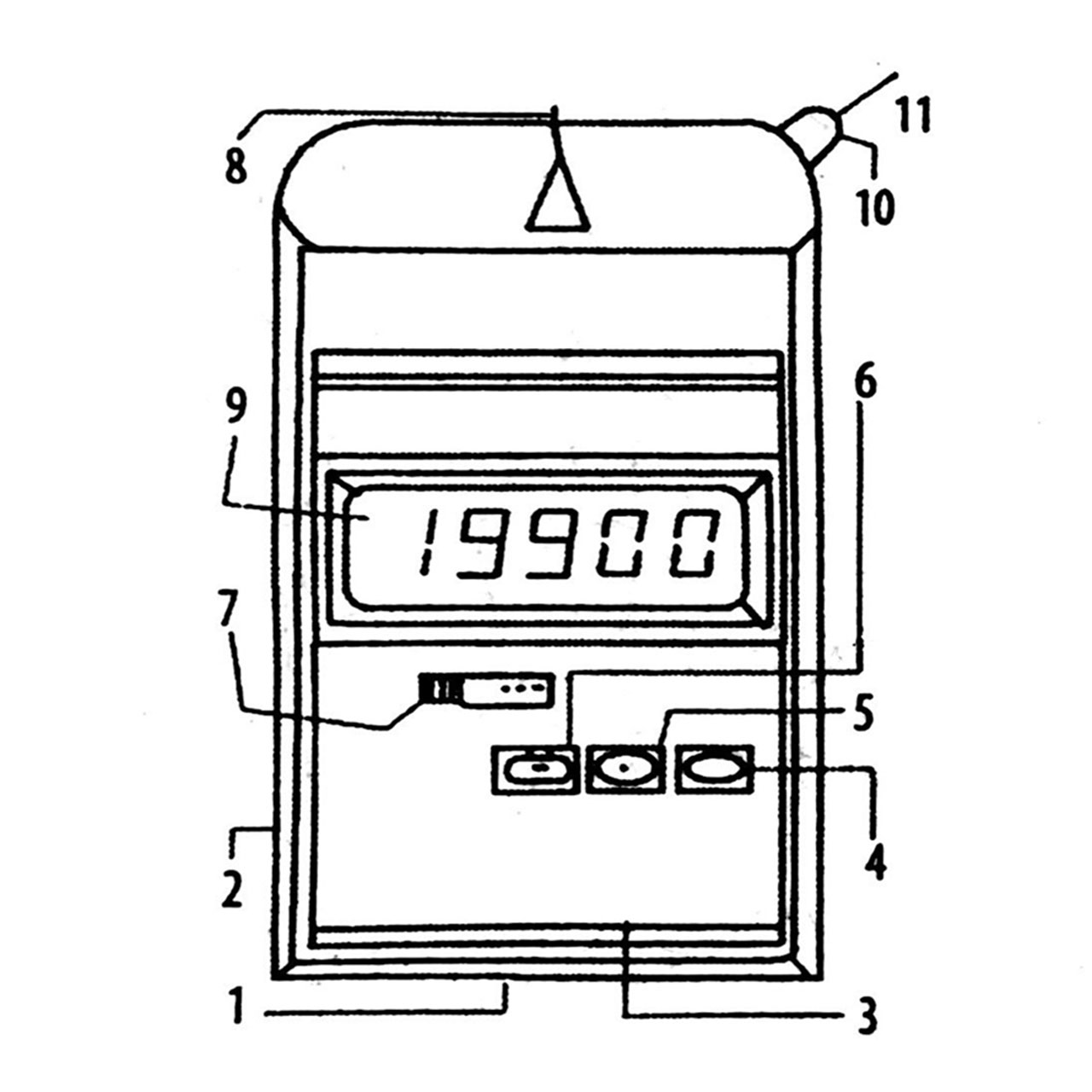
Hình 1-32: Máy đo tốc độ xoay của động cơ
1. Nắp pin; 2. Công tắc nguồn điện; 3. Máy chuyển đổi bội số 4. Công tắc hiển thị chuyển đổi 1/1 lần; 5. Công tắc hiển thị chuyển đổi 1/2 lần 6. Công tắc khởi động lại; 7. Công tắc nháy định vị hiểu thị tốc độ 8. Lỗ cắm đo kiểu tiếp xúc; 9. Màn hiển thị ;10. Râu điều khiển (ăng ten)
1. Nắp pin; 2. Công tắc nguồn điện; 3. Máy chuyển đổi bội số 4. Công tắc hiển thị chuyển đổi 1/1 lần; 5. Công tắc hiển thị chuyển đổi 1/2 lần 6. Công tắc khởi động lại; 7. Công tắc nháy định vị hiểu thị tốc độ 8. Lỗ cắm đo kiểu tiếp xúc; 9. Màn hiển thị ;10. Râu điều khiển (ăng ten)
14.1 Cách dùng
- 1. Lắp pin. Để công tắc nguồn điện ở vị trí “OFF” (đóng), mở nắp pin ở phía sau thân máy, lắp pin vào (chú ý không được lắp ngược cực dương với cực âm), sau đó đậy nắp pin lại.
- 2. Công tắc nguồn điện. Ở mặt bên của thân máy có 2 vị trí “ON” (mở” và “OFF” (tắt) nguồn điện, khi đo phải bật công tắc ở vị trí “ON”, đo xong phải đẩy công tắc về vị trí “OFF”.
- 3. Hiển thị số. Hiển thị toàn bộ giá trị bội số của 5 số 00000, thời gian hiển thị là 000:00, có thể bấm công tắc khởi động lại máy để hiển thị lại.
- 4. Chuyển đổi bội số. Dùng cho động cơ một xi lanh. Có thể chuyển đổi theo yêu cầu trong bảng 1-13.
- 5. Công tắc khởi động lại máy. Dùng để xóa giá trị hiển thị, để thực hiện lần đo mới.
- 6. Ổ cắm dây dẫn. Dùng để cắm dây dẫn ngoài đối với những vị trí mà máy không thể tới gần, dùng kẹp dây tín hiệu nối vào dây dẫn cao áp rồi tiến hành đo
Bảng 1-13: Bảng chuyển đổi bội số của động cơ một xi lanh
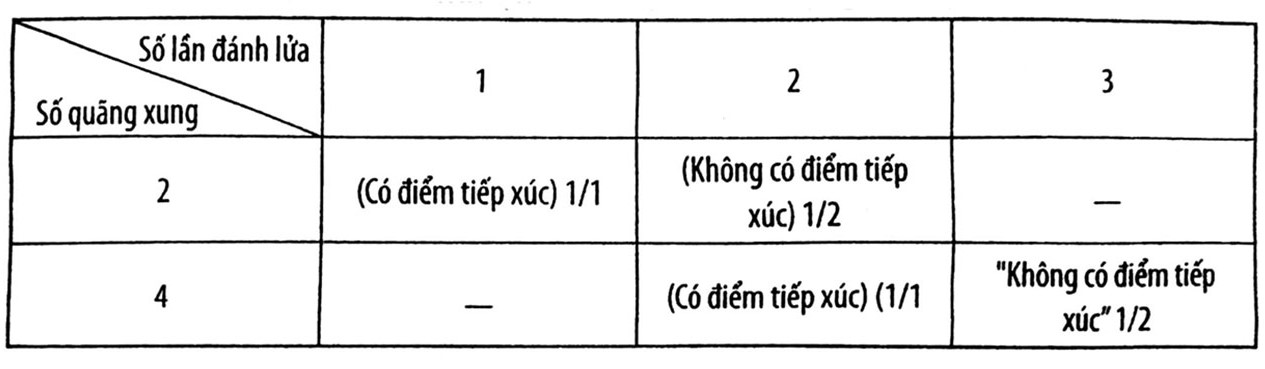
Hiển thị chuyển đổi 1/1 lần, quay 3600 đánh lửa một lần (đánh lửa có điểm tiếp xúc), ấn nút 1/1, sau khi hiển thị liên tục 1 giây thì tự động tắt.
Hiển thị chuyển đổi 1/2 lần, quay 3600 đánh lửa 2 lần (đánh lửa không có điểm tiếp xúc), ấn nút 1/2.
14.2 Những vấn đề cần lưu ý
Khi đo không được để máy đo tốc độ tiếp xúc với dây dẫn của bugi đánh lửa. Khi đo bằng cách dùng dây dẫncố gắng không được để dây dẫn tiếp xúc với các vật bằng kim loạinếu không chỉ số hiển thị sẽ không chính xác. Thiết bị này nên tránh để ở nơi dễ va đập, nhiệt độ cao hoặc môi trường ẩm ướt
15. Thiết bị kiểm tra đánh lửa đúng thời điểm
Thiết bị (đèn) kiểm tra đánh lửa đúng giờ như hình 1-33. Dùng để kiểm tra xem thời gian đánh lửa có điểm tiếp xúc và không có điểm tiếp xúc có chính xác hay không, cách sử dụng như sau:
- Xoay núm vặn của manheto đánh lửa để vạch khắc trên núm chỉ vào ký hiệu đánh lửa của hộp trục khuỷu.
- Khởi động máy, kẹp dây dẫn của thiết bị kiểm tra đánh lửa với dây dẫn ở đầu cao áp của cuộn dây cao áp, lúc này thiết bị kiểm tra đánh lửa sẽ cùng manheto đánh lửa phát ra ánh sáng rực với tần số nhảy nhất định. Lúc này phải để ý xem vạch khác trên núm có khớp với đường | tỉnh thời gian ở cạnh hộp trục khuỷu hay không. Nếu khớp thì chứng tỏ đánh lửa đúng giờ. Còn ngược tức không đúng giờ, cần phải điều chinh ngay. Đối với xe máy đánh lửa không có điểm tiếp xúc thì có thể nới lỏng cuộn dây dò xung, thay đổi góc kẹp với cuộn dây quang điện để điều chỉnh thời gian đánh lửa cho phù hợp. Góc kẹp lớn thì có thể éo dài thời gian đánh lửa. Góc kẹp nhỏ thì có thể dẫn đến hiện tượng đánh lửa trước thời hạnĐối với xe máy đánh lửa có điểm tiếp xúc thì phải điều chỉnh khe hở tại điểm tiếp xúc của thiết bị ngắt điện, để nó đánh lửa đúng thời điểm.
Hình 1-33: Đèn báo đánh lửa đúng thời điểm
