,
Trong các ngành nghề thủ công hay chế tạo hẳn mọi người cũng từng phải tạo ren để nối bu lông và công việc này đơn giản chỉ là tạo ra các đường chỉ ren trên các mảnh vật liệu giúp chúng nối vào nhau. Tuy nhiên để làm nó hoàn chỉnh thì không phải dễ dàng và nó cũng có rất nhiều thứ yêu cầu bạn cần phải biết. Hãy cùng Công Cụ Tốt tìm hiểu về những vướng mắc khi sử dụng bàn ren tạo ren ngoài trong bài viết dưới đây.

Bàn ren ( thread die ) là một công cụ cắt tạo hay sửa chữa đường ren bên ngoài bề mặt của vật liệu cái thường gọi là bu lông, vít đưc. Chúng thường được sử dụng với tay quay bàn ren.
Dựa theo hình dạng người ta chia bàn ren thành hai loại chủ yếu là bàn ren khuôn tròn ( ROUND DIES ) và bàn ren khuôn lục giác ( HEX DIE NUTS ), ngoài ra còn một loại ít phổ biến hơn là bàn ren khuôn vuông ( SQUARE DIES )

Các bước tạo ren ngoài khi đã chọn lựa đúng cỡ ren khá đơn giản, bao gồm 2 bước : vát mép tạo ren bước đầu, cắt ren hoàn thiện. Việc sửa chữa ren cũ cũng tương tự với việc mài ren cũ và cắt ren mới.



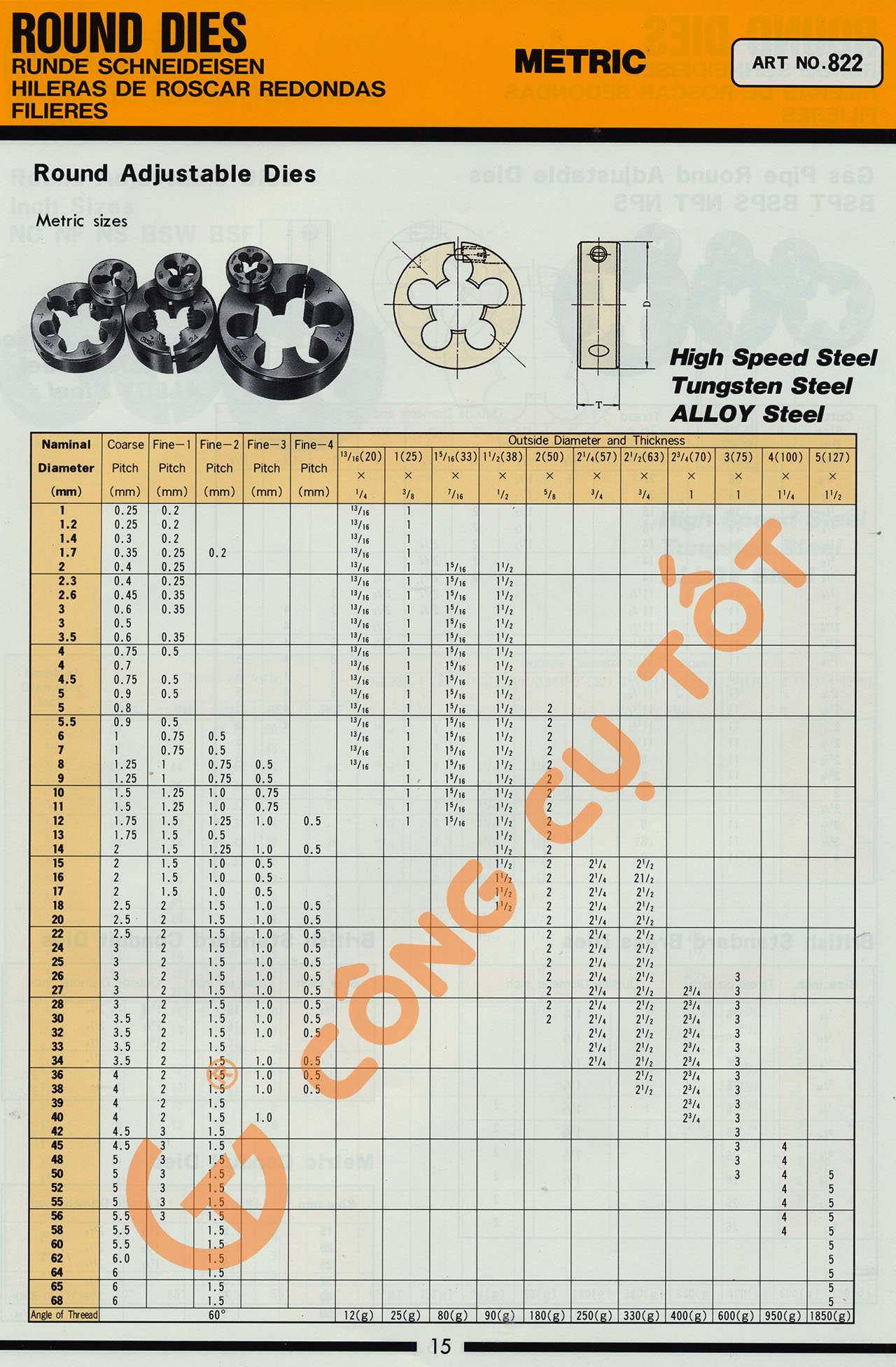
Bàn ren có thể điều chỉnh thường được sử dụng để ren các thanh có đường kính nhỏ . Khuôn dập được sử dụng để tạo các đường ren đi vào đai ốc. ...
Không siết quá chặt bàn ren và thanh vật liệu, vì điều này sẽ làm khó quay tạo ren và ảnh hưởng đến tính toàn vẹn của ren
Đây đều là kích cỡ của bàn ren được xét theo các hệ số như SAE-imperial-inch sizes và Metric Bolt sizes. Thường ở Việt Nam sẽ sử dụng hệ số Metric Bolt size và dưới đây là bảng hệ số.

Hãy cùng với CÔNG CỤ TỐT xem cách người thợ có thể chế ra được một chiếc giá kẹp bàn ren gắn máy tiện qua video dưới đây!

Chuyên cung cấp các loại bàn ren, dụng cụ ta rô ren ngoài, ta rô bàn ren thép gió chất lượng cao
Tại Hà Nội, Đà Nẵng, TP Hồ Chí Minh chúng tôi có nhiều hình thức giao hàng nội thành khác nhau. Chúng tôi cũng thông qua các đơn vị vận chuyển uy tín khác để giao hàng toàn quốc. Chúng tôi công bố mức trợ cước hoặc vận chuyển miễn phí chi tiết cho từng sản phẩm.
Chúng tôi giao hàng toàn quốc theo phương thức COD. Quý khách hoàn toàn yên tâm, chỉ khi nào quý khách nhận hàng và kiểm tra xong về chất lượng của hàng hóa, quý khách mới thanh toán.
Công Cụ Tốt có một cộng đồng thợ nhiệt tình để thử nghiệm sản phẩm mới, đo đạc hiệu suất và đánh giá công cụ. Lúc nào chúng tôi sẵn sàng tư vấn về sản phẩm bởi đội ngũ chuyên nghiệp và giầu kinh nghiệm. Hãy gọi điện cho chúng tôi !
