
Quy trình sản xuất kìm cầm tay.
1.Nguyên liệu thô

Ảnh minh họa: Chuẩn bị vật liệu thô
Nguyên liệu thô được vận chuyển bằng xe tải từ nhà máy thép được lưu trữ tại một trong các nhà kho của chúng tôi, nơi có thể lưu trữ tới 1.200 tấn cuộn dây thép. Vật liệu tạo nên KNIPEX Cobra® của chúng tôi nằm ở một trong những cuộn dây đó. Để sản xuất kìm KNIPEX, khoảng 600 tấn thép chất lượng cao của Đức được sử dụng mỗi tháng.
2.Cắt theo kích thước

Ảnh minh họa: Cắt theo kích thước
Đầu tiên, máy trải dây thép và tạo thành hình thẳng. Tiếp theo, máy ép cắt kìm theo chiều dọc, nhất quán với cùng một chiều dài. Các mảnh thép được cắt ra được gọi là "Piller" theo phương ngữ Cronenberger. Sau khi cắt, Cobra® sắp ra mắt của chúng tôi đã sẵn sàng để được rèn. Ưu điểm của hình dạng tròn ban đầu là thời gian làm nóng ngắn hơn. Kết quả là vật liệu ít bị ứng suất hơn và chất lượng rèn cao hơn.
3.Rèn

Ảnh minh họa: Rèn
Đây là công đoạn quan trọng nhất quyết định chất lượng của sản phẩm. Bằng việc tinh chỉnh kiểm tra chất lượng sản phẩm, nếu có sản phẩm kém chất lượng, chúng tôi sẽ ngừng sản xuất ngay lập tức để tránh trường hợp sản phẩm kém chất lượng được chuyển sang công đoạn tiếp theo của quy trình. Ngoài ra, khi có yêu cầu từ quá trình hậu kỳ, chúng tôi luôn cải tiến việc rèn để đáp ứng các yêu cầu đó.
Khi bắt đầu quá trình rèn, mỗi "máy ép" riêng lẻ được nung nóng đến hơn 1.000° C. Thép nóng đỏ được tạo hình giữa hai nửa khuôn bằng lực tác động của búa rèn. Các công cụ tạo hình dạng cho thép phát sáng - khuôn rèn - được sản xuất nội bộ bởi KNIPEX. Những người KNIPEXians trong khu vực rèn làm việc dưới nhiệt độ cao và cam kết của họ đối với quy trình này đã giúp duy trì truyền thống rèn của khu vực.
4.Khoan tạo hình (Gia công ban đầu).

Ảnh minh họa: Khoan tạo hình (Gia công ban đầu).
Đầu tiên, kim loại được gia công để làm cho nó gần giống với hình dạng của sản phẩm cuối cùng hơn. Bạn có thể nghĩ rằng nó “không có gì ngoài 2 mảnh của cái kìm”. Chúng tôi khoan một mắt nhỏ để cố định chiếc kìm. Điều này rất quan trọng, một chút sơ xuất nhỏ sẽ ảnh hưởng đến sự phối hợp của toàn bộ kìm. Chúng tôi thực hiện các điều chỉnh thích hợp cho từng máy móc, cam kết chỉ tạo ra những sản phẩm chất lượng cao nhất.
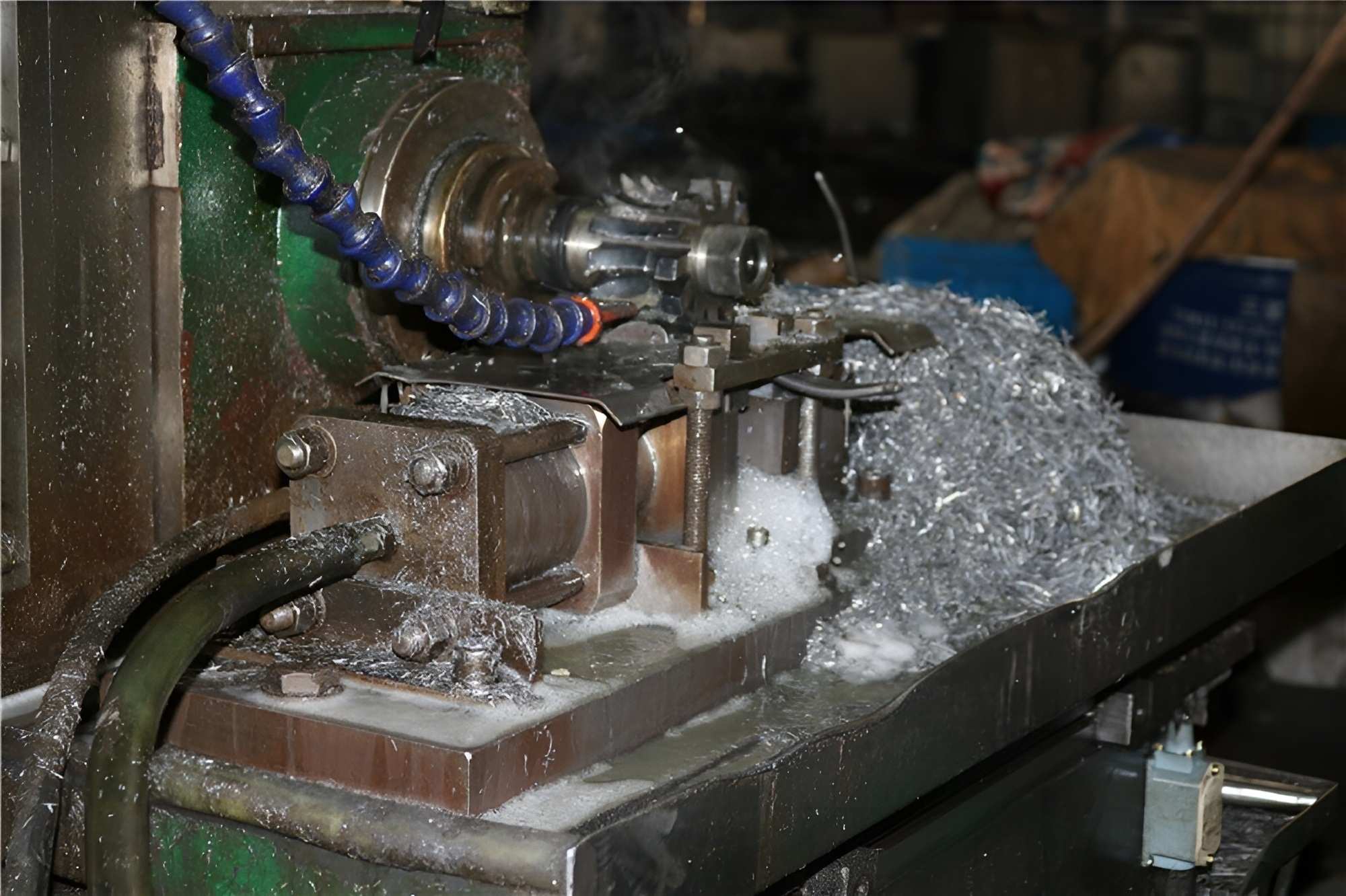
5.Cạo thô

Ảnh minh họa: Cạo thô
Sản xuất khuôn kim loại thô thành hình chiếc kìm bằng máy.
Đưa chiếc kìm sau khi gia công ban đầu vào máy ép để loại bỏ phần thép thừa. Nó là cần thiết để rèn các bản nháp cho đến khi tạo ra được một cặp kìm. Tiếp theo đó là gia công các răng vào khuôn kéo. các công nhân đặt nửa kìm vào máy chuốt, đó là chiếc máy cắt nhỏ, hàng chục chiếc trong số chúng cạo sạch thép dưới vòi sen bôi trơn. Khi máy cắt kéo mỗi nửa hàm của chiếc kìm, bây giờ chúng ta có một bộ lưỡi răng đẹp.
(Việc rèn khuôn hoạt động theo cách mà nhiều thép nóng đỏ được đưa vào khuôn rỗng trong khuôn hơn mức cần thiết. Khi búa đập vào, vật liệu thừa được đẩy ra ngoài qua mối nối giữa hai nửa khuôn, bịt kín khe hở trên khuôn đóng. Điều này tạo ra áp lực cao cho phép rèn đồ chạm khắc trong quá trình rèn. Sau đó, vật liệu dư thừa phải được loại bỏ trong xưởng ép. Để làm điều này, phôi rèn được đặt trong máy ép lưỡi. Các dụng cụ, tấm cắt và chày được đặt vào đúng vị trí và quá trình mài giũa hoặc cắt bắt đầu.)
6.Hạ nhiệt

Ảnh minh họa: Hạ nhiệt
Trước khi chúng có thể được xử lý thêm, các miếng thép nóng đỏ được rèn gần đây của kìm cần phải nguội. Họ chờ đợi cùng với hàng ngàn phôi rèn khác để vào máy ép.
Họ xử lý nhiệt để làm cứng thép - tôi luyện. Bằng cách này kìm được đưa qua trong lò đốt gas khoang 2h với nhiệt độ 800 độ C sau đó làm nguội thép trong nước muối để làm nguội nhanh hơn.
7.Xử lý bề mặt ban đầu và hiệu chuẩn

Ảnh minh họa: Xử lý bề mặt ban đầu và hiệu chuẩn
Các nửa kìm được đặt trên một băng tải dẫn vào trống nổ, đây là bước xử lý bề mặt đầu tiên mà kìm sẽ được thực hiện. Trong trống nổ, một chất mài mòn được ném lên bề mặt để loại bỏ các vảy đã được tạo ra bởi nhiệt lượng được áp dụng trước đó. Sau đó, bề mặt có cảm giác mịn màng, gần giống như một chiếc kìm đã hoàn thành nhưng vẫn còn một “chặng đường dài” để đi cho tới khi là một sản phẩm hoàn chỉnh. Tiếp theo kim phải đi hiệu chuẩn. Trong máy ép hiệu chuẩn, các nửa kìm được tạo thành hình dạng chính xác bằng quá trình dập.
8.Laser

Ảnh minh họa: Laser
Bây giờ, hai nửa kìm đã được mài và hiệu chỉnh, cấu trúc cơ bản của kìm đã sẵn sàng và chuyển sang chế độ laze. Laser là công cụ hoàn hảo để tạo ra những điều chỉnh nhỏ và sắc nét như vậy cho công cụ. Với những điều chỉnh bằng laser này, kìm sau khi được bơm nước của chúng tôi có thể được sửa đổi để phù hợp với các vật liệu gia công khác nhau, cho phép người thợ cuối tìm được vị trí điều chỉnh chính xác. Các răng trên những chiếc kìm sẽ được sử dụng nhiều nên chúng được sử lý lase để làm chúng cứng hơn và bền hơn.
9.Gia công cơ khí
Ảnh minh họa: Gia công cơ khí
Công đoạn tiếp theo của hai nửa kìm là máy định vị quay (RIM). Hệ thống này do KNIPEX thiết kế nội bộ, thực hiện tất cả công việc cơ khí một cách chính xác và nhanh chóng. Nhân viên vận hành máy chỉ cần nhét một chiếc hộp có hai nửa kìm vào RIM. Một camera ghi lại vị trí của các nửa để chúng được cánh tay robot dẫn vào RIM. Máy hoàn toàn tự mình hoàn thành phần còn lại.
10.Ghép 2 mảnh kìm

Ảnh minh họa: Ghép 2 mảnh kìm
Tiếp theo là đóng chốt bằng đinh tán và dùng máy ép lực với tốc độ cao để gắn 2 mảnh lại với nhau.
Sau khi kết hợp phần bên phải và bên trái bằng cách lắp ghim, người vận hành sẽ thực hiện điều chỉnh theo cách thủ công. Lần đầu tiên, kim loại được tạo thành một cặp kìm. Trong quy trình này, các bộ phận bên trái và bên phải, được gửi riêng biệt với quy trình gia công, sẽ được lắp ráp thành một chi tiết duy nhất. Vì quy trình này là nền tảng cho quy trình hậu kỳ nên người vận hành sẽ kiểm tra từng cặp kìm riêng lẻ để đảm bảo hoàn toàn không có sự căn chỉnh sai khi lắp ráp các bộ phận bên trái và bên phải, thực hiện các điều chỉnh tinh tế nếu cần.
11.Ủ

Ảnh minh họa: Ủ
Bây giờ là lúc tôi luyện hai nửa kìm. Các nửa kìm được cho vào các giỏ chịu nhiệt lớn rồi đặt vào lò nướng. Khi các giỏ ra khỏi lò, chúng được chuyển vào bể chứa dầu. Quá trình này được gọi là "dập tắt". Bây giờ hai nửa kìm đã cứng nhưng giòn. Để đạt được độ nhớt chính xác, các nửa kìm cần được tôi luyện. Kìm Cobra® của chúng tôi chịu được nhiệt độ hàng trăm độ C trong một khoảng thời gian cụ thể. Độ cứng thu được được kiểm tra trên máy đo độ cứng Rockwell.
12. Làm cứng cảm ứng

Ảnh minh họa: Làm cứng cảm ứng
Răng của một cặp kìm KNIPEX yêu cầu độ cứng đặc biệt, đạt được bằng cách làm cứng cảm ứng. Để làm như vậy, các răng trên cặp kìm bơm nước cường lực được làm nóng lại bằng dòng điện tần số cao. Răng sẽ sáng trở lại, nhanh chóng được làm nguội và sau đó được tôi luyện ở nhiệt độ thấp hơn. Các nửa và răng của kìm bây giờ đã có độ cứng phù hợp.
Sau khi dập tắt toàn bộ bộ phận, người vận hành áp dụng phương pháp làm nguội cảm ứng tần số cao để tăng độ cứng của đầu. Người vận hành áp dụng quá trình làm nguội đều cho các lưỡi dao bên trái và bên phải để tăng độ cứng, nhằm tạo ra những lưỡi dao có độ bền cao với độ cứng bằng nhau. Tuy nhiên, nếu kim loại quá cứng, nó sẽ trở nên giòn. Vì vậy, chúng tôi kiểm tra sản phẩm với những tiêu chuẩn khắt khe, bằng cách tiến hành kiểm tra độ cứng thân máy, độ cứng lưỡi dao và khả năng chống va đập.
13.Mài lưỡi

Ảnh minh họa: Mài lưỡi
Nếu các cạnh của lưỡi dao bên phải và bên trái chạm vào nhau một cách chính xác thì độ bền của chúng sẽ kém hơn, còn nếu chúng chồng lên nhau quá nhiều thì độ sắc bén sẽ kém đi. Quá trình này quyết định độ sắc bén của vết cắt, đây là điều quan trọng nhất đối với tất cả các loại kìm. Chúng tôi cắt bằng cách sử dụng đầu dưới của lưỡi dao, trong trường hợp kìm cắt bên, trong khi chúng tôi cắt bằng cách sử dụng đầu trên của lưỡi dao, trong trường hợp kềm. Do đó, người vận hành mài sắc từng cạnh của lưỡi dao một cách thủ công bằng cách suy nghĩ về cách sử dụng sản phẩm.
14. Lớp phủ bề mặt

Ảnh minh họa: Kìm sau khi đã thêm lớp phủ
Nếu bạn nhìn vào các loại kìm bơm nước KNIPEX, bạn sẽ nhận thấy hai bề mặt kìm khác nhau, cả hai đều có tuổi thọ sử dụng lâu dài. Kìm bơm nước mạ crom của chúng tôi được tạo ra trong bộ phận mạ điện. Loại bề mặt khác mà KNIPEX tạo ra là kẽm- photphat, có màu đen xám. Mạ điện hoặc phốt phát kẽm là quá trình cuối cùng trong đó các nửa của kìm được tách rời nhau.
15.Đánh bóng

Ảnh minh họa: Đánh bóng
Trong quá trình hoàn thiện này, người thợ sẽ đánh bóng sản phẩm một cách cẩn thận. Quá trình này sẽ không ảnh hưởng đến chức năng của sản phẩm. Tuy nhiên, nếu sản phẩm có hình thức kém, khách hàng sẽ không nhận hàng từ quầy hàng. Vì vậy, chúng tôi đánh bóng sản phẩm của mình một cách cẩn thận bằng cách chú ý hoàn toàn đến hình thức bên ngoài, bao gồm sự cân bằng giữa phần bên trái và bên phải, tính đồng nhất giữa từng sản phẩm và mang lại bề mặt được đánh bóng đẹp mắt.
16.Làm sạch và kiểm tra chất lượng

Ảnh minh họa: Kiểm tra chất lượng và đóng gói.
Sử dụng những chiếc kìm làm sạch siêu âm để có bề mặt sạch sẽ. Sau khi làm sạch cần kiểm tra chất lượng lần cuối rồi mới đem đóng gói và đem bán ngoài thị trường.
Khi sản phẩm trải qua quá trình sản xuất, các bộ phận riêng lẻ đôi khi có những sai lệch tinh tế khác nhau. Người vận hành cẩn thận thực hiện các điều chỉnh thủ công để điều chỉnh sai lệch tinh vi đó nhằm tạo ra các sản phẩm chất lượng cao mang thương hiệu WAIT®.
