Cắt kim loại bằng khí ôxy
Việc chuẩn bị kim loại trước khi cắt ảnh hưởng đáng kể đến chất lượng bề mặt cắt và năng suất của quá trình.Đối với thép cán dạng tấm khi cắt bằng khí ôxy phải sạch (không bị gì, không bẩn dầu mỡ). Sau khi làm sạch, ta phân loại và bảo quản trước khi cắt; đồng thời phải lấy dấu rồi mới đưa đến chỗ làm việc của thợ cất.
Đối với thép định hình, trước khi cắt chúng được phân loại theo prophin và được đặt lên giá cao từ 100-200 mm. Trên đó người ta tiến hành lấy dấu trước khi cắt.
Khi cắt thép đúc (như cắt đậu ngót, các hệ thống dẫn...) thì cần làm sạch chỗ cắt.
Trong thực tế, người ta thường tẩy gi chỗ cần cất bằng cách nung chỗ đó bằng ngọn lửa khí mạnh.
Khoảng cách tốitối ưu (mm) giữa đầu mỏ cắt dùng khí axêtylen và bề mặt vật cần cắt là:
| Khoảng cách (mm) | 2-3 | 3-4 | 3-5 | 4-6 | 5-8 | 7-10 |
| Chiều dày tấm cắt (mm) | 3-10 | 10-25 | 25-50 | 50-100 | 100-200 | 200-300 |
Khi dùng các loại khí cháy khác thay thế cho khí axetylen cần phải giảm các khoảng cách trên từ 30 - 50%.
Khi điều chỉnh ngọn lửa nung nóng chuẩn bị để cất ta cần phải lưu ý những điểm sau:
- Để cắt kim loại (thép) dày dưới 300 mm, thường dùng ngọn lửa bình thường và điều chỉnh cho đến khi mở van ôxy để cắt. Trong trường hợp ngược lại sẽ có thừa khí cháy trong ngọn lửa.
- Tốt nhất bắt đầu cắt ở chỗ rìa mép nào đó của tấm cắt vì kim loại ở đó dễ nung lên đến nhiệt độ cắt và quá trình cắt xyar ra dễ hơn.
Trường hợp phải cắt thủng các phần ở trong tấm thì trước khi cắt cần phải tạo ra lỗ nhỏ ban đầu ở chỗ sẽ cắt bỏ đi.
- Đầu mỏ cắt lúc đầu được đặt vuông góc với bề mặt cắt tại lỗ nhổ ban đầu đó. Sua khi nung kim loại chỗ đó tới nhiệt độ cắt, ta nghiêng đầu mỏ cắt đi một góc 45° hay nhỏ hơn (tùy theo chiều dày cuả tấm kim loại cần cắt). Đồng thời ta mở nhẹ nhàng van ôxy từ 1/5 tới 1/3 vòng để mức tiêu thụ của nó là tối thiểu. Sua khi dòng ôxy cắt tạo rãnh sâu tới 2/3 chiều dày tấm, quay mỏ cắt nhẹ nhàng lại vị trí ban đầu. Đồng thời mở hết cỡ van (của ôxy trên mỏ cắt) ra.
Thông thường để làm nhanh quá trình làm thủng tấm cắt, người thợ cắt thường đồng thời di động chậm mỏ cắt về phía ngược lại với rãnh được tạo ra.
- Khi dòng ôxy cắt đã làm thủng toàn bộ chiều sâu tấm, người thợ cắt bắt đầu di động mỏ cắt một cách đều đặn với tốc độ đã chọn.
Khi cắt theo đường thẳng, để làm dễ dàng công việc, người ta thường dùng các loại dưỡng dọc theo đường cắt (ví dụ: dùng thép góc chữ L để bánh xe đầu cắt di chuyển).
Đối với thép tấm mỏng hơn 30mm, việc nghiêng mỏ cắt có ý nghĩa quan trọng. Góc nghiêng so với phương vuông góc với bề mặt tấm phải là ≤ 40° và ngược với hướng cắt. Điều này cho phép tăng năng suất thêm 25 - 30%
Các tấm cần cắt phải được đặt trên các giá đỡ trước khi cắt và bảo đàm sao cho phía dưới tấm có khoảng trống cao từ 100 - 200 mm để dòng ôxy khi cắt thoát ra khỏi rãnh cắt mà không bị cản trở.
Tốc độ cắt phụ thuộc chủ yếu vào chiều dày và tính chất của vật cắt.
Nhiều khi người ta cho rằng tốc độ cắt nhỏ có thể đạt được các vết cắt sạch. Tuy nhiên trong thực tế, khi cắt với tốc độ nhỏ rất dễ tạo thành các chỗ lõm sâu và cạnh trên bị nung chảy mạnh.
Khi cất với tốc độ lớn có thể xuất hiện những đoạn không được cắt thủng hoàn toàn. Tốc độ cắt thích hợp sẽ cho độ nhấp nhô mặt rãnh không quá 10 - 15% chiều dày cắt. Dấu hiệu tin cậy để xác định mức độ đúng đắn của tốc độ cắt là sự thoát ra của chùm tia lửa từ mặt dưới của tấm cắt phải gần bằng góc thoát ra của dòng khí ôxy.
Nếu tốc độ cắt là nhỏ, thì các tia lửa thoát ra theo hướng khác hẳn với hướng cất. Khi tốc độ cắt cao, hướng thoát ra của các tia lửa sẽ ngược với hướng cất.
Tốc độ dịch chuyển của mỏ cắt là tối ưu nếu chùm tia lửa gần như song song với dòng ôxy.
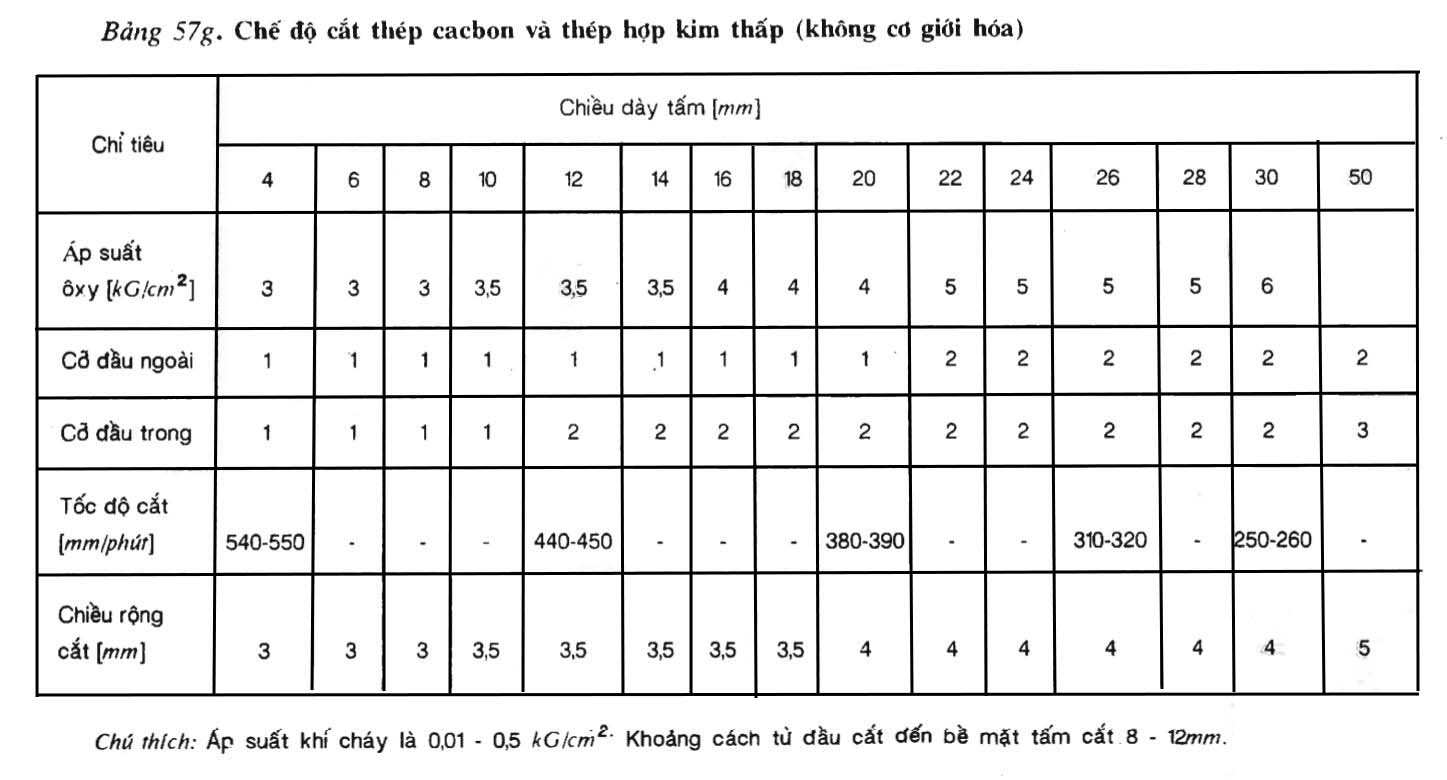
Bảng 57g giới thiệu chế độ cắt thép cacbon và thép hợp kim thấp.
Cắt kim loại bằng plasma
Cắt plasma là phương pháp cắt thực hiện bởi sự nung nóng cháy cục bộ kim loại bằng dòng plasma và đồng thời thổi bỏ kim loại ra khỏi rãnh cắt.Dòng plasma được hình thành khi cắt có nguyên tắc tương tự với phương pháp hàn plasma. Do vậy dòng plasma cho nhiệt độ cao (10.000 độ) sẽ làm chảy kim loại và do tốc độ lớn sẽ dễ dàng loại bỏ kim loại ra khỏi rãnh cắt mà không cần phải có khí bảo vệ.
Cắt plasma cho chất lượng cao hơn nhiều so với cắt bằng ôxy. Đặc biệt nó là phương pháp cắt bằng nhiệt duy nhất để cắt thép không gi và các kim loại, hợp kim nhẹ.
* Cắt plasma có thể thực hiện bằng tay hoặc bằng tự đông. Trang thiết bị cắt bằng plasma có thể gồm có các thiết bị dụng cụ sau:
Trang thiết bị cắt bằng plasma có thể gồm có các thiết bị dụng cụ sau:
- Một nguồn điện tạo dòng một chiều mà điện áp không tải khoảng từ 300÷400V.
- Một bộ điều khiển dòng điện có tần số cao.
- Mỏ cắt
- Nguồn cung cấpcấp khí plasma.
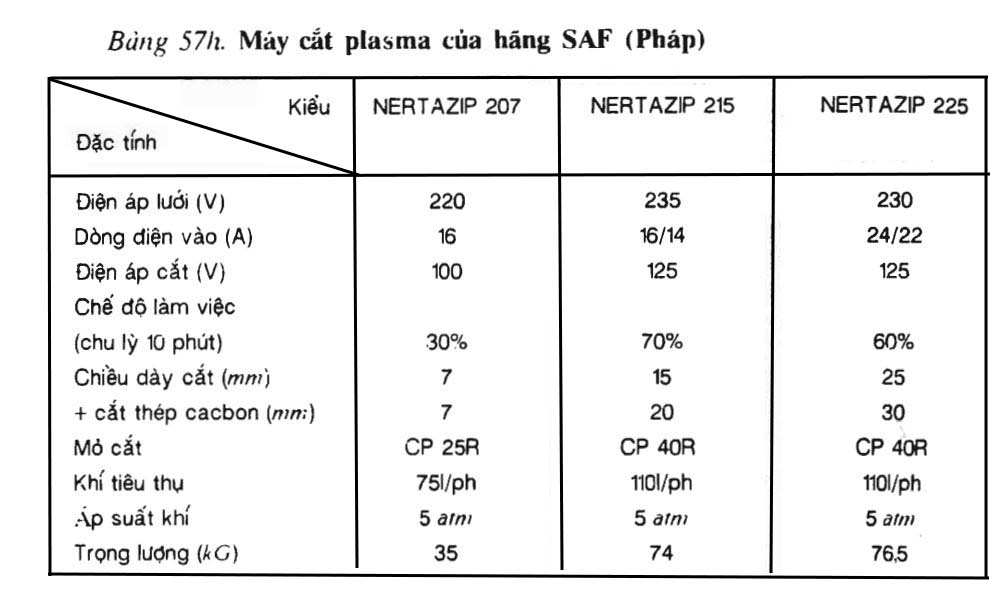
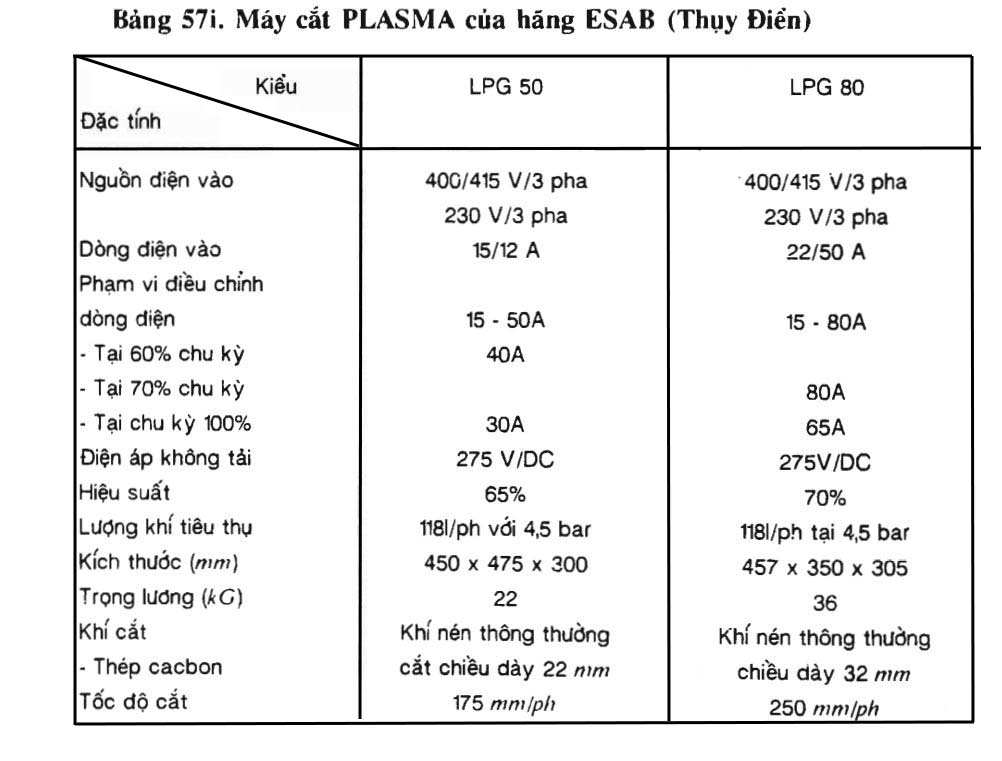
Các thiết bị cắt plasma của một số nước được giới thiệu trong bảng 57h và bảng 57i.