Lắp ráp các phần tử và các nút trong lắp máy.
Việc lắp ráp các nút của các thanh cốt thép, máy hoặc các phần tử thép chuyển tiếp khác phải được cố định bằng các mối hàn đính. Chiều dài mối hàn đính 5 - 20 mm; chiều cao 4 - 6 mm. Các mối hàn đính chỉ được bố trí trong phạm vi chỗ có các mối hàn đã được qui định trên bản vẽ. Không cho phép hàn đính ở những chỗ sẽ không được hàn nối sau đó. Cũng không thể bố trí mối hàn đính ở các góc, xung quanh các lỗ, ở những chỗ mối hàn giao nhau và cả ở cuối mối hàn các thanh giáp mối nhau từ thép CT5 hoặc 35ГC hoặc giữa các tấm đệm từ các loại thép đó.
Bề mặt mối hàn và các đoạn lân cận của liên kết phải được làm sạch gỉ hàn và chất bẩn. Các thanh thép đem hàn phải đồng trục và không bị cong (nếu cong phải nắn thẳng trước khi hàn).
Nhiệt độ nung khi nắn thẳng các thanh: nhóm A-I và các chi tiết từ thép cacbon CT3 là 600±50°C và cho nhóm A-II và A-III là 800 ± 25°C.
Việc kiểm tra nhiệt độ nung cục bộ các thanh phải được tiến hành thông qua loại phấn đo nhiệt độ.
Không cho phép nắn khi dùng nung cục bộ mà không có biện pháp bảo vệ đối với thanh thép nhóm A-II hoặc A-III trong lúc có gió mạnh hoặc mưa.
Khi nắn các thanh cốt thép, người ta cố định chúng ở đầu các tấm bệ tông cốt thép.
Việc đặt các thanh đồng trục với nhau khi lắp được tiến hành bằng phương pháp cơ khí (ví dụ, bằng các đồ gá vặn ren) nhưng không dùng va đập và cũng không được dùng các đồ gá bằng đồng.
Độ không chặt khi kẹp các tấm kẹp bằng thép vào bề mặt của thanh cốt thép đối với hàn hồ quang tay tối đa là 2 mm.
Việc cắt đứt các đầu thanh khi lắp ráp liên kết hay khi nung nóng để nắn các thanh phải được tiến hành bằng các mỏ cắt dùng dầu hỏa - ôxy hoặc prôpanbutan-ôxy hoặc axetylen-ôxy. Cấm cắt bằng hồ quang.
Thiết bị và chuẩn bị trước khi hàn
Khi trang bị bể hàn để hàn bán tự động bằng phương pháp dùng bể hàn để hàn giáp nối các thanh cốt thép cho các công trình bê tông tông cốt thép nên đặt bể trong các côngtơnơ để có thể dịch chuyển bằng cần cẩu tới vị trí sản xuất.
Trong côngtơnnơ, ngoài thiết bị hàn, còn đặt thiết bị điện để nung sấy thuốc hàn, vật liệu hàn, đồ gá và dụng cụ của thợ hàn. Cần bảo đảm cung cấp điện liên tục cho vị trí hàn, do đó phải làm những việc sau:
+ Nối máy hàn vào chỗ lắp điện độc lập từ các dây dẫn riêng biệt gần với biến thế nhất.
+ Dùng các dây dẫn điện tới máy hàn có tiết diện sao cho sự giảm điện áp đó không vượt quá 5% khi tất cả các vị trí cùng hàn ở chế độ tối đa.
+ Dùng các dây hàn không dài quá 30 m.
Khi chuẩn bị hàn, các đầu thanh cách một đoạn bằng 5 lần đường kính phải được làm sạch và sấy cho hết ẩm bằng cách nung bằng ngọn lửa của mỏ hàn khí cho đến 100°C ÷ 150°C.
Kỹ thuật hàn
Sau khi hàn đính các chi tiết vào các nút kẹp tiếp giáp các phần tử bê tông cốt thép sao cho có thể đề phòng được sự ăn mòn các chi tiết này thì có thể tiến hành hàn mà không gián đoạn nhiều.Không được hàn vào bể hàn khi các que hàn có vỏ bọc ở trong môi trường không khí có độ ẩm tương đối cao hơn 80%.
Quá trình hàn ở mọi giai đoạn cần phải tiến hành với chiều dài hồ quang tối thiểu và thời gian ngừng để thay que hàn là ngắn nhất. Mối hàn không hoàn thành, ví dụ, do mất điện, sự cố... phải được coi là có khuyết tật và phải được cắt bỏ hoặc sửa lại.
Nguyên công cuối cùng cần do người thợ hàn có kinh nghiệm thực hiện. Bề mặt vùng hàn đã kết tinh và các đầu thanh không hàn tới phải được làm sạch gi và kim loại bắn tóe dính vào. Sau đó cần nung chỗ nói tới nóng đỏ.
Cứ ba mối hàn trở lên ở một nút hàn, cần tiến hành các biện pháp sau để giảm ảnh hưởng của ứng suất hàn trong các nút:
- Tiến hành hàn một số mối của cốt thép nhiều hàng, hoặc một số mối của các hàng thanh riêng biệt được bố trí trên một mặt phẳng.
- Tuân thủ trình tự qui định cho việc hàn các liên kết giáp mối riêng rẽ của các thanh ở trong một nút.
- Nung nóng các liên kết hàn khi hàn trong mùa thu và mùa đông.
- Hàn đắp các mối hàn bên lề khi mối hàn giáp mối được hàn bằng phương pháp hàn trong bể hàn đã kết tinh.
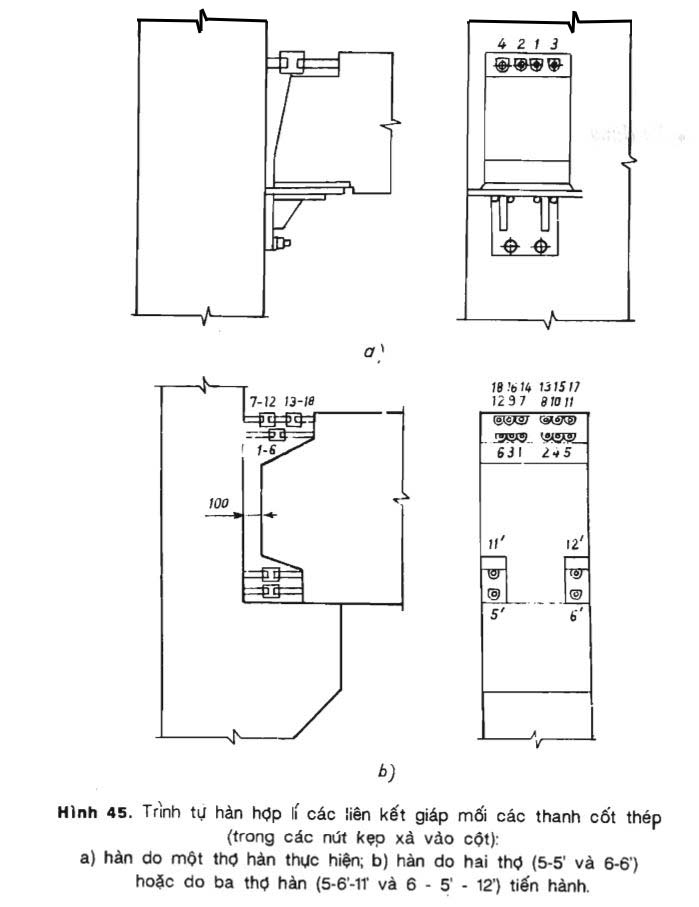
Trình tự hàn các mối hàn của các hàng thanh khác nhau là phải thực hiện hàn đồng thời các mối hàn đối xứng với nhau. Để thỏa mãn yêu cầu này, can hàn các mối hàn đối xứng với nhau, do một số thợ hàn tiến hành đồng thời.
Trước khi tiến hành hàn ở các độ cao khác nhau (ví dụ, hình 45)
Nếu nhiệt độ môi trường < 0°C, cần dùng mỏ hàn đốt để nung các mối hàn trước một đoạn 500 mm (hoặc trên toàn bộ đoạn nối, nếu nó có chiều dài ngắn), sau đó mối hàn mối hàn 3 - 5 cuối cùng. Sau khi kết thúc một mối hàn, cần nung mối hàn trước 3 - 5 phút.
Chế độ hàn
Với các thanh thẳng đứng có đường kính 36 mm và đặc biệt 40 mm, khó có thể đạt được chất lượng cao của mối hàn so với các thanh có đường kính nhỏ hơn. Do đó đối với chúng, cần những thợ hàn có kinh nghiệm thực hiện và chí sau khi đã hàn thử trên mẫu đạt yêu cầu.
Thiết bị và dụng cụ gá lắp
Để hàn bán tự động dưới lớp thuốc các thanh cốt thép, cần dùng các máy hàn bán tự động như A- 765, A01197, A-1530... để hàn các mối hàn giáp mỗi thẳng đứng và ngang, khi đó cần dùng các nguồn hàn vạn năng có bộ điều khiển điện áp và dòng hàn từ xa.
Với hàn bán tự động bằng phương pháp hàn hồ quang cho các mối hàn giáp mối cần dùng các khuôn bằng đồng như sau:
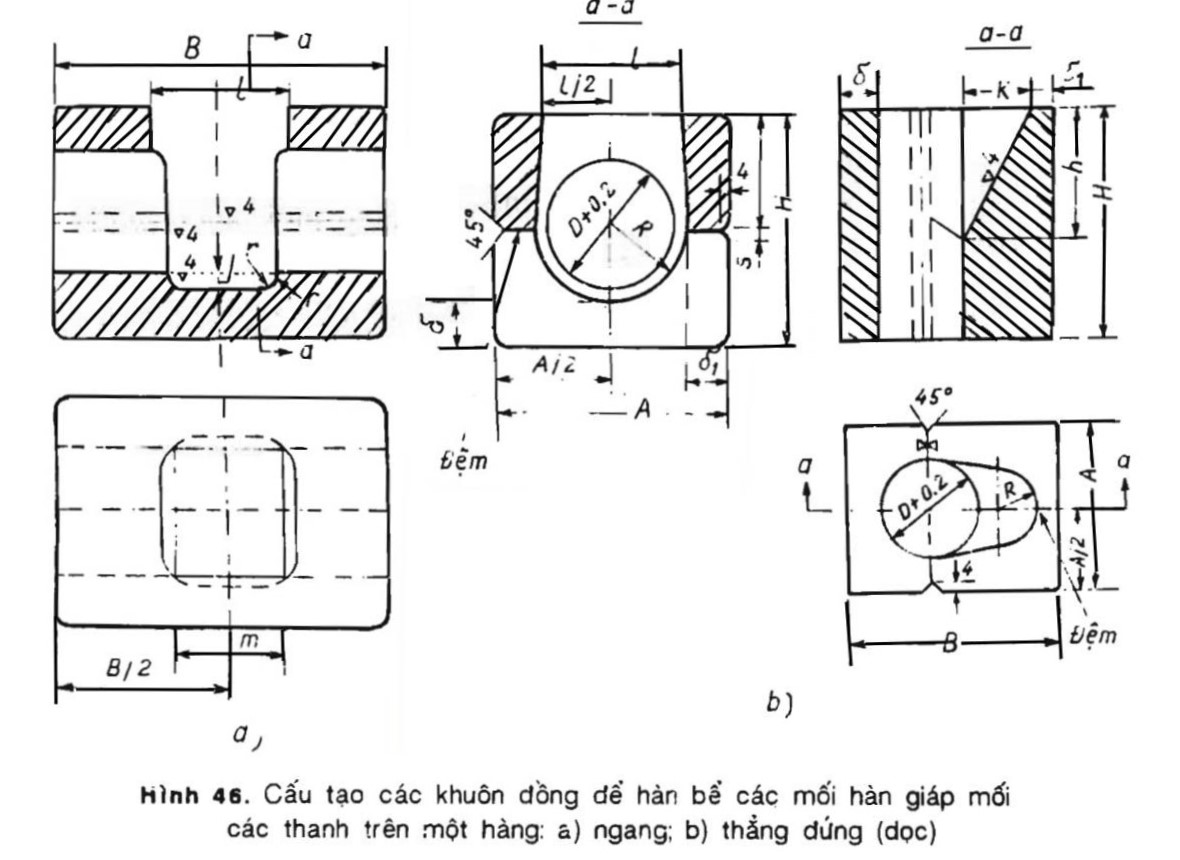
- Với các thanh bố trí ngang trên một hàng, tùy theo khả năng tiếp cận của khuôn lúc tháo sau khi hàn, mà dùng các khuôn tháo ngang (hình 46a) hoặc tháo dọc (thẳng đứng).
- Với các thanh bố trí thẳng đứng, dùng các khuôn tháo dọc (hình 46b).
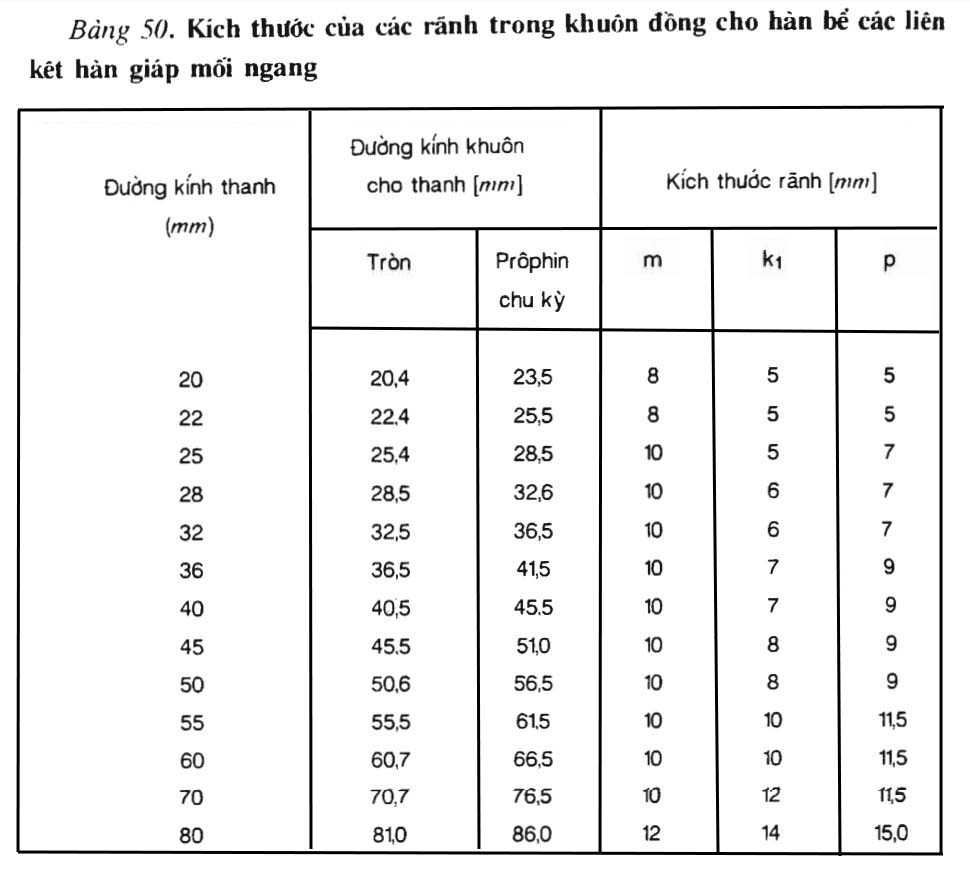
Kích thước các bộ khuôn này giới thiệu trong bảng 49.
Nếu không thể tháo lắp các phần của khuôn đồng do việc bố trí các thanh một cách chật hẹp, cho phép các má kẹp đồng (đệm có rãnh) dày không dưới 12mm và dài khoảng 200mm cùng với các đệm
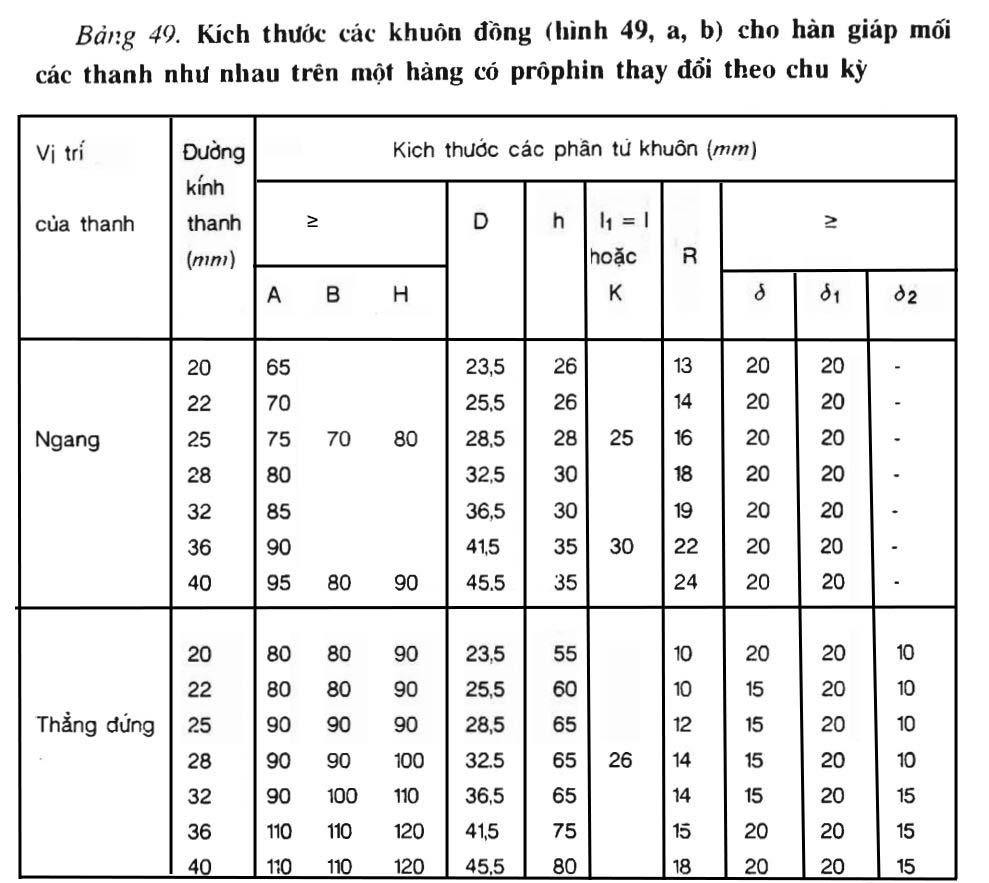
Chú thích: Sau khi bị mòn do sử dụng kích thước trong khuôn có thể sử dụng hàn các thanh có đường kính lớn hơn (≥).
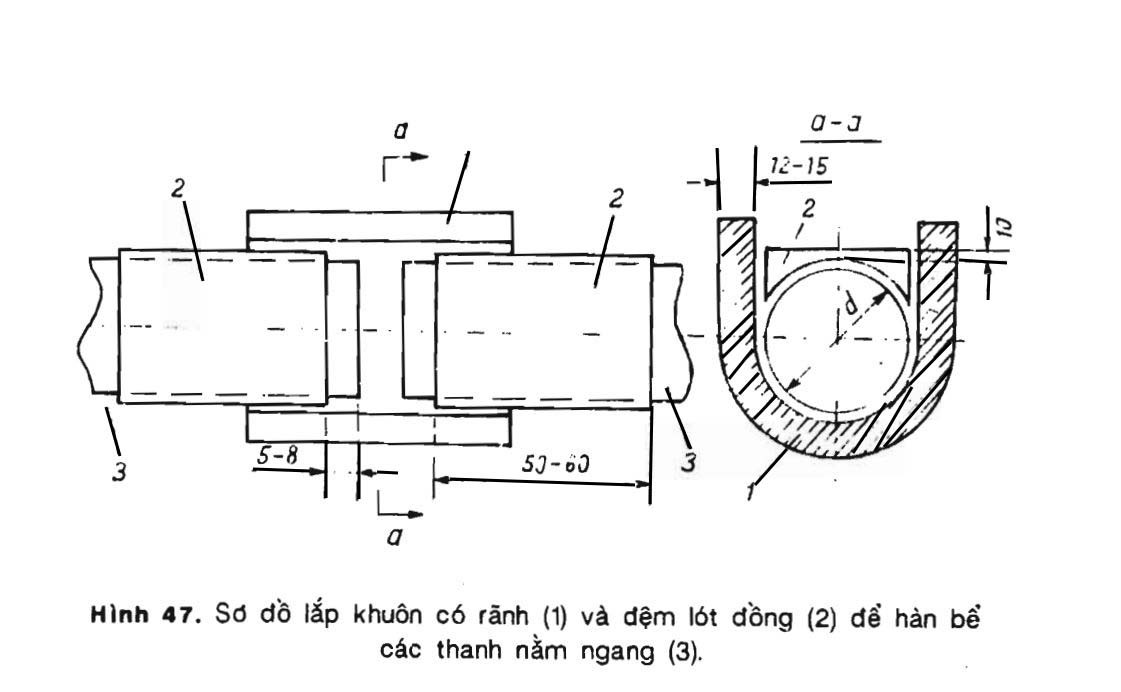
Lót bằng đồng hạn chế không gian từ phía trên hình ( hình 47).
Việc dùng các má kẹp bằng đồng có rãnh mà không có đệm lót từ phía trên không được phép thì trong thực tế có thể đệm lót bằng đất. Không nên dùng các khuôn đồng có chiều dày giảm đi 0,15d cho mỗi thành khuôn.
Với hàn bể bán tự động khi không có khuôn có thể dùng khuôn graphit có chiều dày lớn hơn 15-20%.
Không dùng các khuôn bằng gốm thay cho đồng và graphit
Chuẩn bị hàn
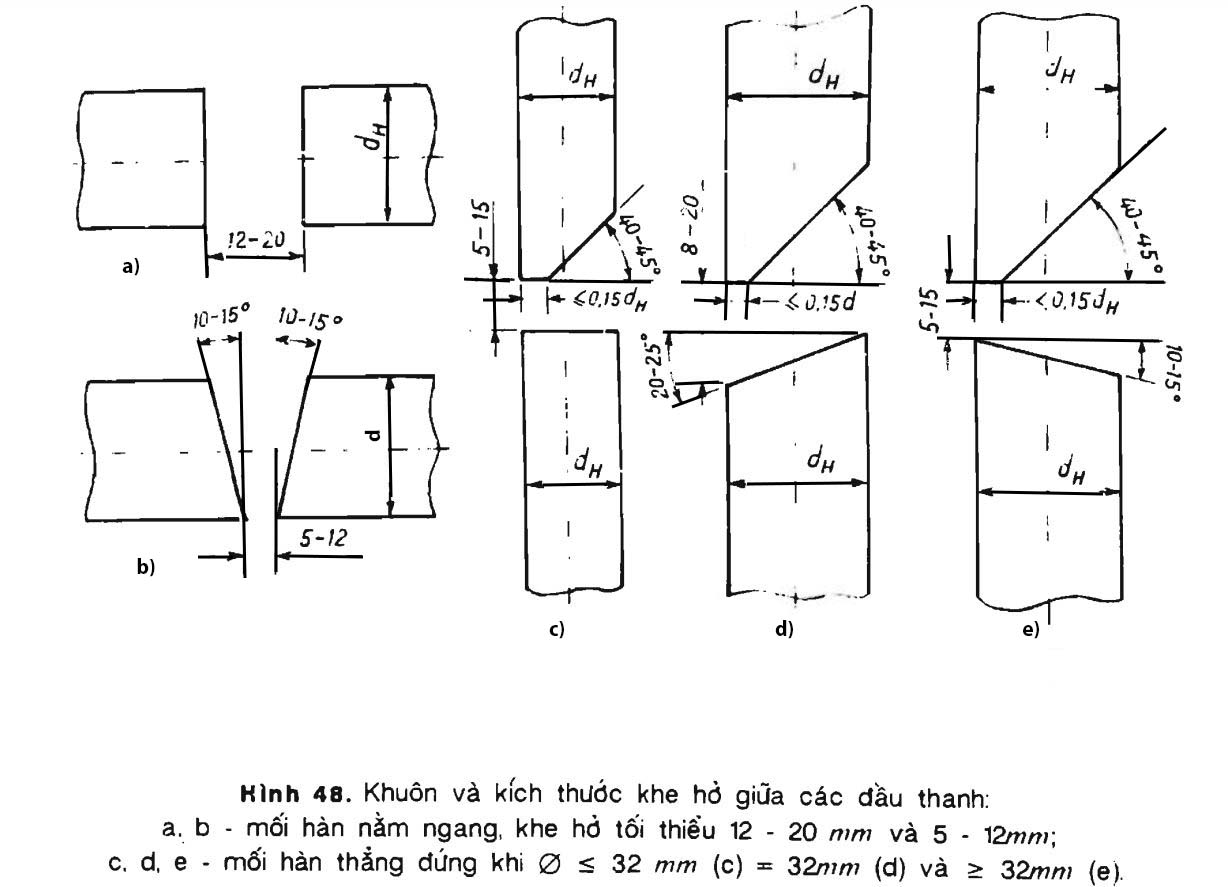
Các thanh nằm ngang cần được cắt sẵn sao cho trục của thanh vuông góc với mặt cắt, đồng thời khe hở giữa các mặt song song của mối nối phải là 12 - 20 mm.Các đầu thanh thẳng đứng dùng cho hàn giáp mối phải được vát chéo (hình 48 c, d, e), khe hở giữa các mặt đầu thanh như vậy, tùy theo cấu tạo ghi trên hình là 5-15 mm hoặc 8 - 20 mm.
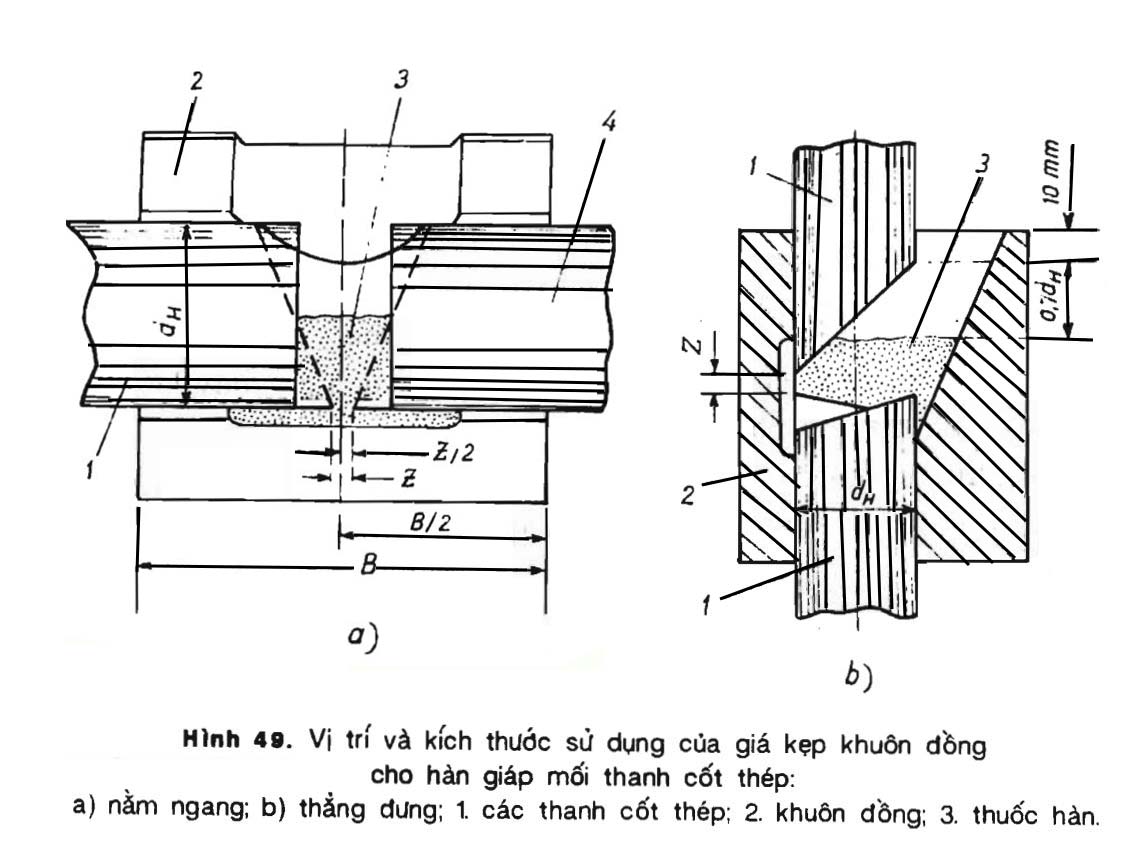
Khi lắp các khuôn đồng phải giữ đúng các kích thước trên hình 49.
Chế độ hàn
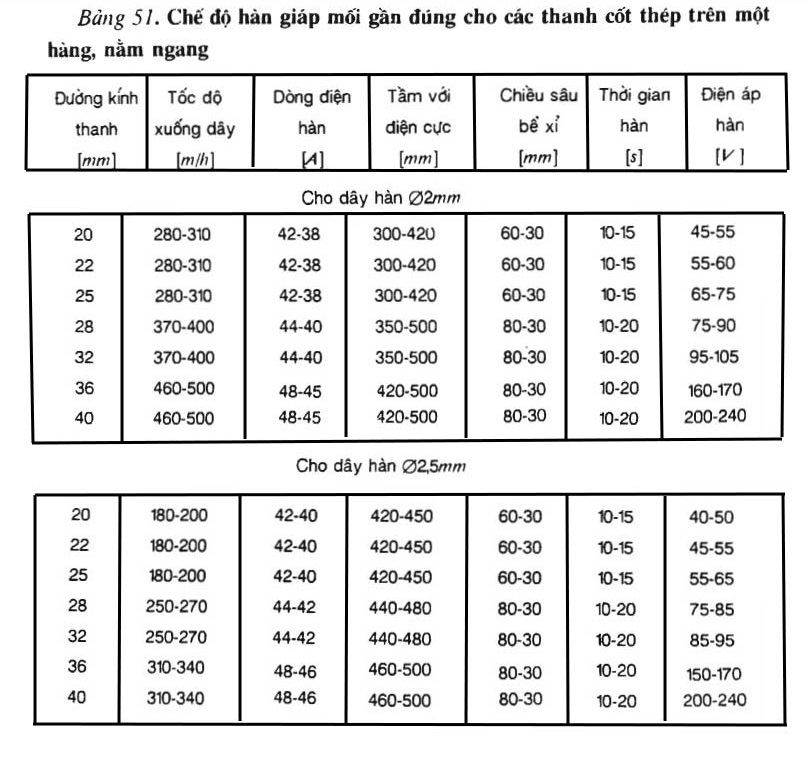
Hàn bể hồ quang bán tự động dưới lớp thuốc cho các liên kết giáp mối cốt thép được tiến hành bằng dây hàn Ø2mm. Cũng có thể dùng dây hàn Ø2,5mm.Chế độ hàn gần đúng cho các liên kết hàn nằm ngang trên một hàng và nằm thẳng đứng cho trong các bảng 50, 51.
Điện áp hàn trong bảng 51 khi hàn giáp mối các thanh nằm ngang không được tùy tiện thay đổi trong lúc đang hàn. Còn đối với các thanh thẳng đứng thì điện áp hồ quang ở giai đoạn cuối quá trình hàn cần giảm 35 - 36V cho các thanh có đường kính 20 - 32 mm và 41 - 39V cho các thanh có đường kính 36 - 40 mm cho đến khi khoảng cách giữa bề mặt bể xi và cạnh mặt trên của khuôn đạt tới giá trị 5-10 mm.
Cần giảm điện áp tới 30-27V cho các thanh Ø20-32mm và 35-34V cho các thanh Ø36-40mm.
Kỹ thuật hàn
Đối với mối hàn giáp mối nằm ngang, sau khi gây hồ quang cần đưa đầu dây hàn lại gần đầu thanh cốt thép nào đã từng gây hồ quang nung chảy phần dưới của nó và thực hiện dao động ngang dây hàn. Sau khi nung chảy phần dưới đầu thanh, cần đưa nhanh đầu dây hàn sang phần dưới của thanh kia và nung chảy tương tự. Sau khi tạo ra vũng hàn (bể hàn gồm xỉ lỏng vì kim loại lòng) ta thực hiện nhanh
Ở giai đoạn này, đầu dây hàn không được đưa lại gần thành của khuôn đồng mà dịch chuyển dây hàn từ đầu thanh này tới đầu thanh kia theo đường chéo.
Cần chấm dứt mối hàn bàng chuyển động của đầu dây hàn theo chu vi của vũng hàn.
Trong lúc hàn, người thợ hàn phải đổ bổ sung đều đặn thuốc hàn vào vũng hàn. Thuốc hàn đổ vào ở thời điểm bắt đầu có sự bắn tóe xỉ hàn.
Đối với các mối hàn giáp mỗi thẳng đứng, kỹ thuật hàn như sau:
Với các thanh có đường kính ≤ 32 mm, ở giai đoạn đầu của quá trình hàn, đầu dây hàn (sau khi đã gây hồ quang) cần dịch chuyển bằng dao động ngang để điền kim loại đầy khe hở hàn.
Ở giai đoạn cuối, cần hướng dây hàn song song với trục của thanh và đặt nó càng gần bề mặt của thanh trên càng tốt, dầu dây hàn thực hiện chuyển động bán nguyệt. Kết thúc hàn bằng cách rút dây hàn ra khỏi bề mặt thanh và chuyển động đầu dây hàn theo chu vi bể xỉ gần khuôn. Với các thanh có đường kính 20-28 mm, ở giai đoạn khi xỉ lòng đạt tới cạnh trên của khuôn đồng, cần ngắt hàn và sau khi thấy kim loại lòng đã co lại (xỉ bị tối lại) thì phục hồi lại quá trình hàn để điền đầy chỗ bị co ngót.
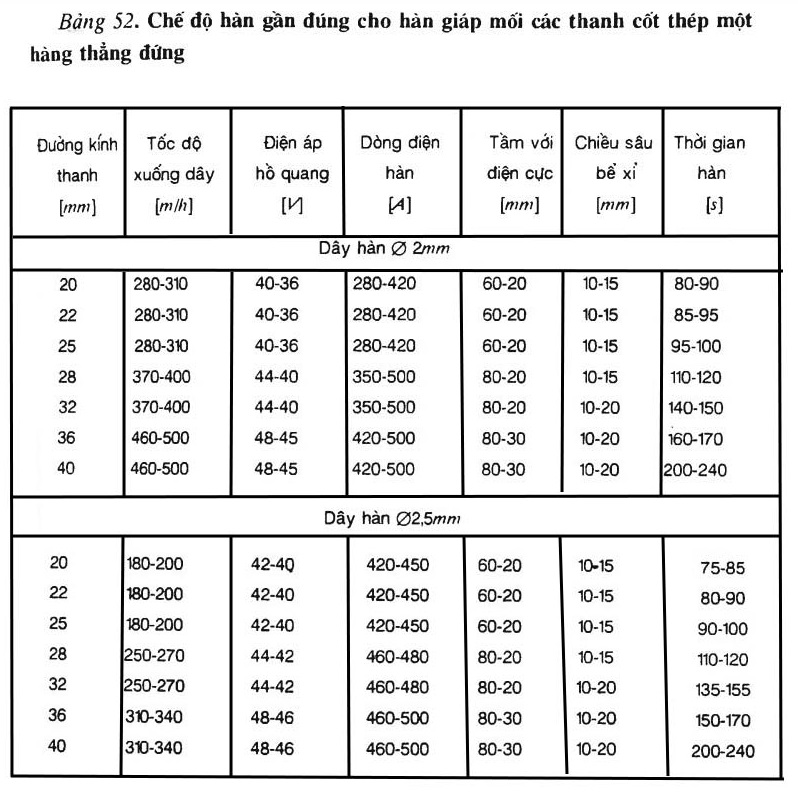
Trong quá trình hàn các mối hàn giáp mối thẳng đứng có đường kính từ 20-28 mm (36-40 mm), khi khoảng cách giữa bề mặt xi và cạnh trên của khuôn đạt tới 30÷40 mm, điện áp hồ quang phải được giảm (với giá trị cho trong bảng 52) lúc đầu tới 36 - 35V; (41-30V) cho thanh Φ36-40 mm.
Khi không có điều kiện kỹ thuật để giảm điện áp hồ quang ở giai đoạn cuối, cho phép kết thúc hàn các thanh thẳng đứng bằng điện áp của nguồn hàn. Khi đó cần tăng khoảng cách giữa dây hàn và thanh trên, còn góc nghiêng giữa trục dọc của thanh và dây hàn thì giảm so với trường hợp có điều kiện giảm điện áp hồ quang. Ngoài ra điện áp ban đầu của hồ quang cần lấy nhỏ hơn 4 - 5V so với giá trị trong bảng 52. Cần chú ý hơn đến sự nung chảy đầu thanh dưới. Sau khi kết thúc quá trình hàn thì tháo khuôn đồng ra sau khi bề mặt xi đã tối sẫm lại (nguội).