Đặc điểm của quá trình luyện kim khi hàn nóng chảy dưới lớp thuốc và trong môi trường khí bảo vệ.
Các quá trình luyện kim khi hàn nóng chảy dưới lớp thuốc có các đặc điểm khác với khi hàn hồ quang hở trong môi trường khí bảo vệ cũng như khi hàn hồ quang tay:- Kim loại nóng chảy được bảo vệ tốt hơn khỏi tác động của nitơ và ôxy của không khí.
- Vũng hàn lớn hơn và kim loại hàn ở trạng thái nóng chảy lâu hơn, điều đó tạo thuận lợi cho các phản ứng hóa học giữa xi và kim loại lỏng.
- Có thể xác định quan hệ giữa chế độ hàn và thành phần hóa học của kim loại mối hàn.
Khi hàn trong môi trường khí bảo vệ CO2 vùng kim loại nóng chảy được bao phủ bởi một dòng khí CO2, có tác dụng đẩy không khí xung quanh khỏi vũng hàn. Do đó khí CO2 bảo vệ kim loại nóng chảy khỏi tác động của nitơ và ôxy trong không khí nhưng bản thân nó lại ôxy hóa kim loại khá mạnh.
Quá trình ôxy hóa kim loại nóng chảy xẩy ra khi các giọt kim loại chảy ra từ dây hàn vào vũng hàn cũng như trên bề mặt vũng hàn. Tác động giữa kim loại nóng chảy và khí xảy ra rất mãnh liệt, mặc dù thời gian tiếp xúc giữa chúng rất ngắn. Điều này xảy ra là do nhiệt độ vũng hàn rất cao và bề mặt tiếp xúc giữa kim loại lòng và khí rất lớn.
Để hạn chế phản ứng ôxy hóa và bổ sung thêm các nguyên tố bị cháy, khi hàn trong môi trường khí bảo vệ CO₂, người ta sử dụng dây hàn được hợp kim hóa thêm mangan và silic.
Thành phần các bon trong dây hàn cần phải nhỏ, nếu không sẽ xẩy ra khả năng tạo thành các rỗ khí và các vết nút nóng trong kim loại mối hàn. Nitơ có trong vũng hàn, tác động với ôxy của CO₂, tạo thành ôxyt ni tơ không tan trong kim loại.
Mối hàn và liên kết hàn
Mối hàn là phần kim loại nóng chảy (do nguồn nhiệt nung) và kết tinh sau khi hàn. Mối hàn có thể do kim loại cơ bản nóng chảy hoặc kim loại cơ bản và kim loại bổ sung (vật liệu hàn) nóng chảy tạo thành. Liên kết hàn là hai phần tử của kết cấu được nói cứng bằng cách hàn. Liên kết hàn bao gồm mối hàn, vùng ảnh hưởng nhiệt và vùng kim loại cơ bản của hai phần tử kết cấu.
- Chiều cao phần nhỏ (chiều cao gia cường) ký hiệu là g.
- Chiều rộng môi hàn (chiều rộng phần nhô) ký hiệu là e và ký hiệu là d cho mối hàn chốt.
- Cạnh của mối hàn cho các mối hàn góc, hàn chữ T và hàn chồng ký hiệu là K.
- Chiều dày của liên kết hàn ký hiệu là S.
Các thông số này được biểu thị trên hình 271.
- Chiều rộng môi hàn (chiều rộng phần nhô) ký hiệu là e và ký hiệu là d cho mối hàn chốt.
- Cạnh của mối hàn cho các mối hàn góc, hàn chữ T và hàn chồng ký hiệu là K.
- Chiều dày của liên kết hàn ký hiệu là S.
Các thông số này được biểu thị trên hình 271.
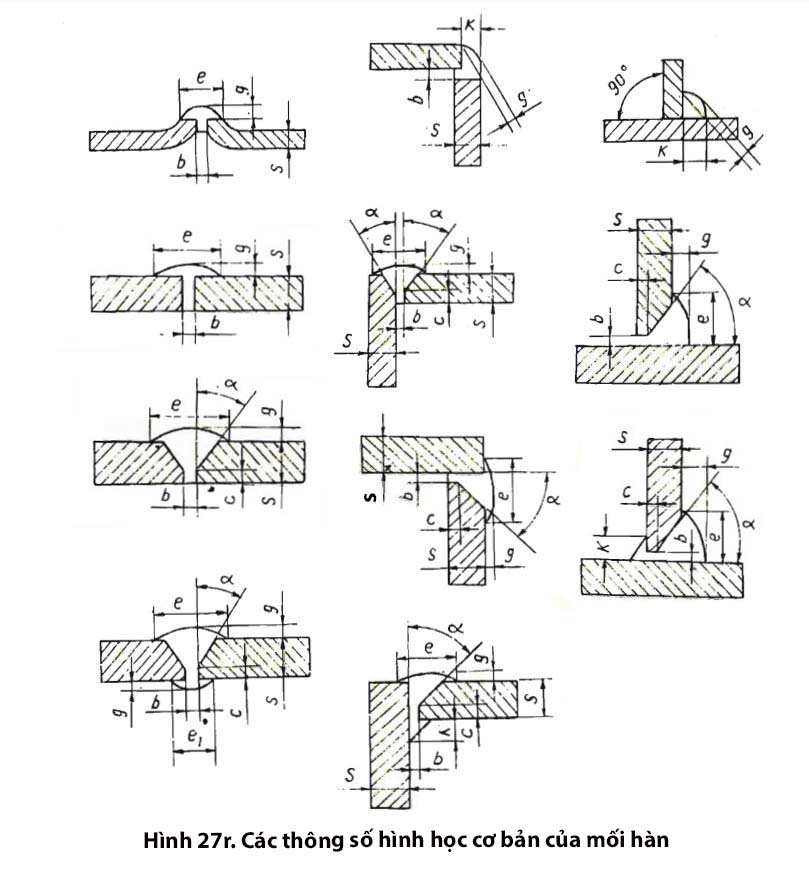
Các thông số hình học cơ bản của mới hàn
Theo dạng vát mép và láp ráp cạnh hàn sẽ có các thông số hình học cơ bản của môi hầu như sau:
- Khe hở hàn (khe day) ký hiệu là b.
- Chiều cao không vát mép (chiều cao chân môi hàn) ký hiệu là c.
- Góc vát mép hàn ký hiệu là α.
- Khe hở hàn (khe day) ký hiệu là b.
- Chiều cao không vát mép (chiều cao chân môi hàn) ký hiệu là c.
- Góc vát mép hàn ký hiệu là α.
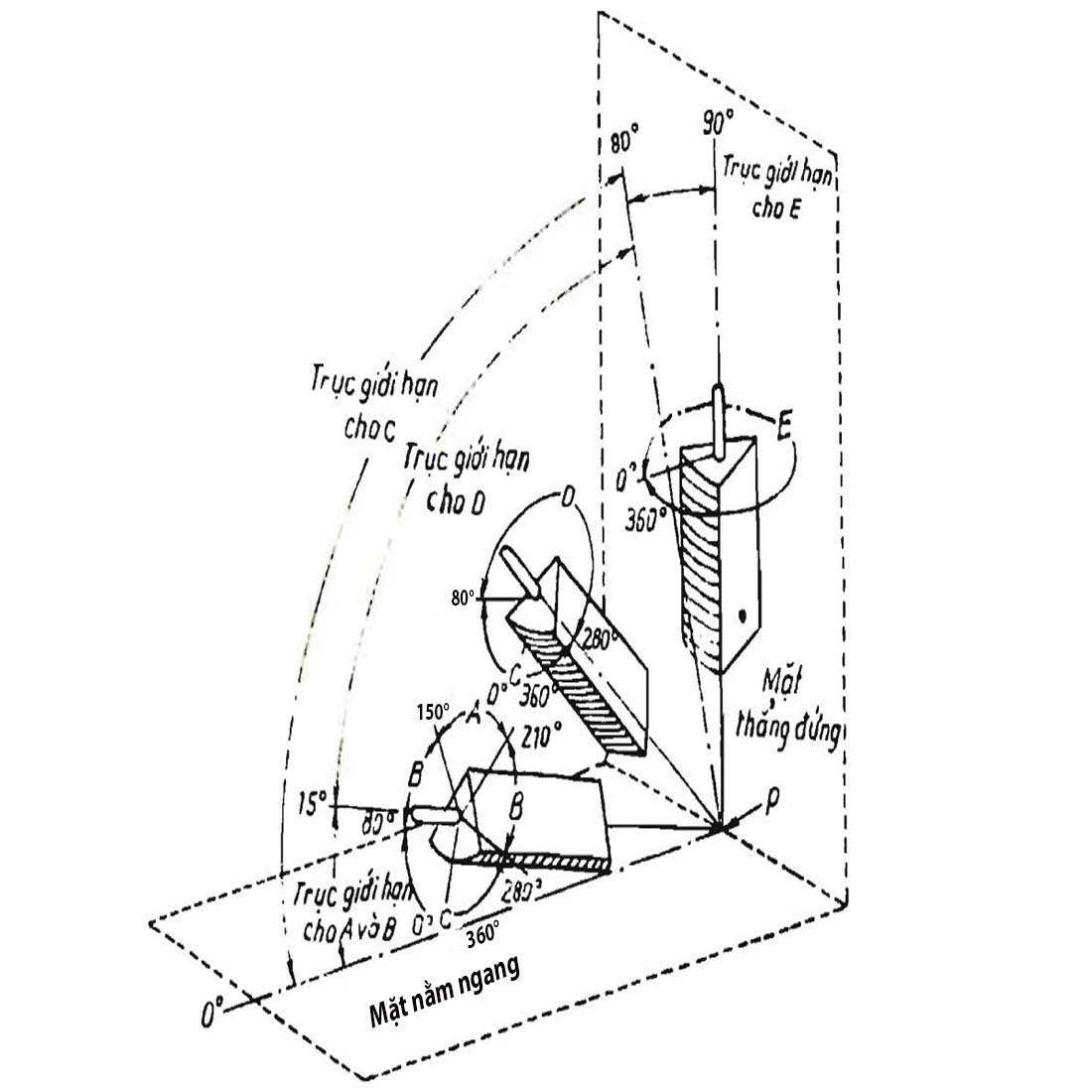
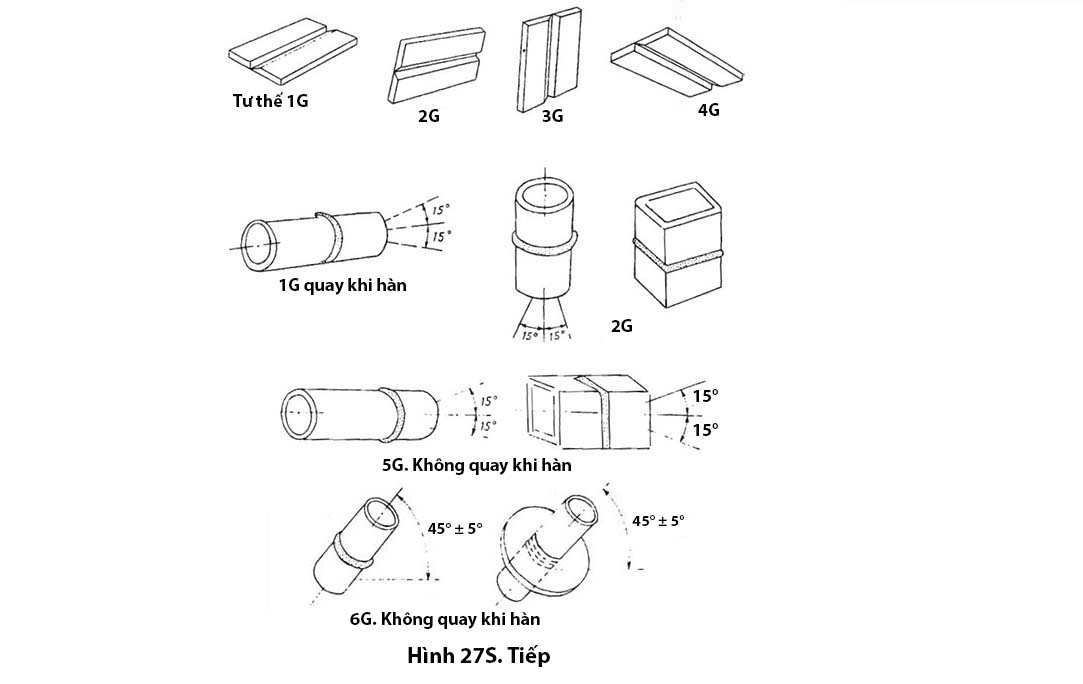
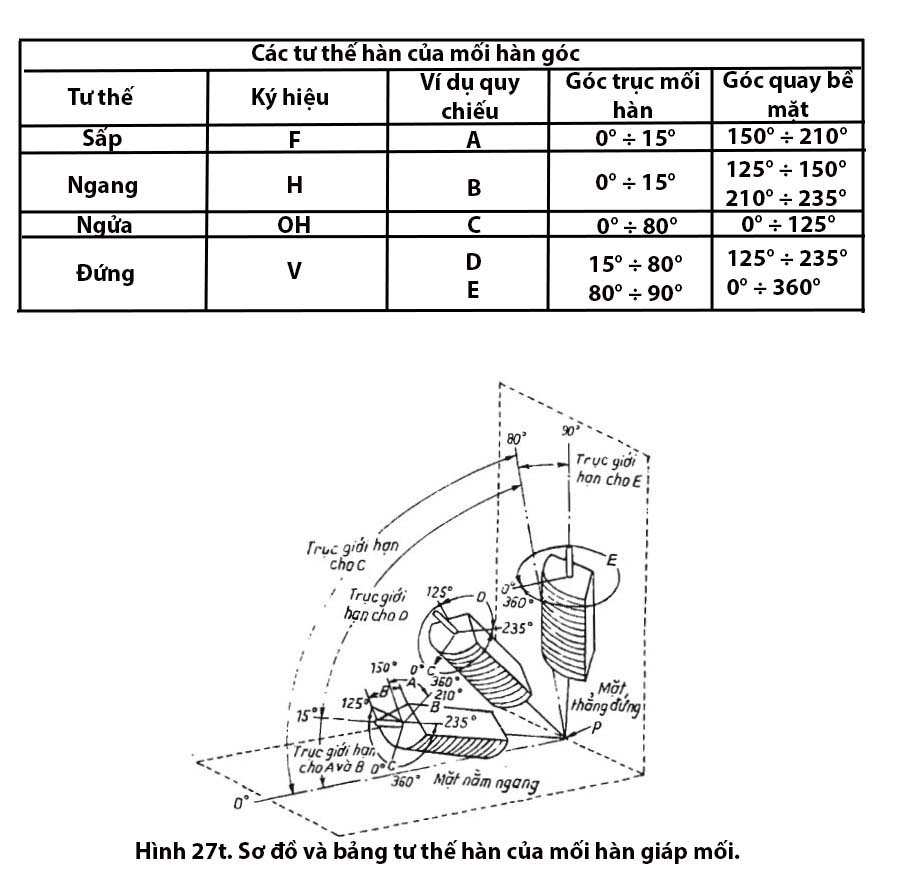
Vị trí mối hàn trong không gian (tư thế hàn)
Trong không gian các mối hàn của các mối hàn lớn, phức tạp thường ở những vị trí không gian khác nhau, vì vậy cũng ảnh hưởng nhiều đến kỹ thuật khi hàn. Để đảm bảo chất lượng của mối hàn và thực hiện các biện pháp kỹ thuật khi hàn, môi hàn trong không gian được quy định theo tiêu chuẩn Hoa KỲ ANSI/AWS và được thể hiện trên hình 27s và 27.t.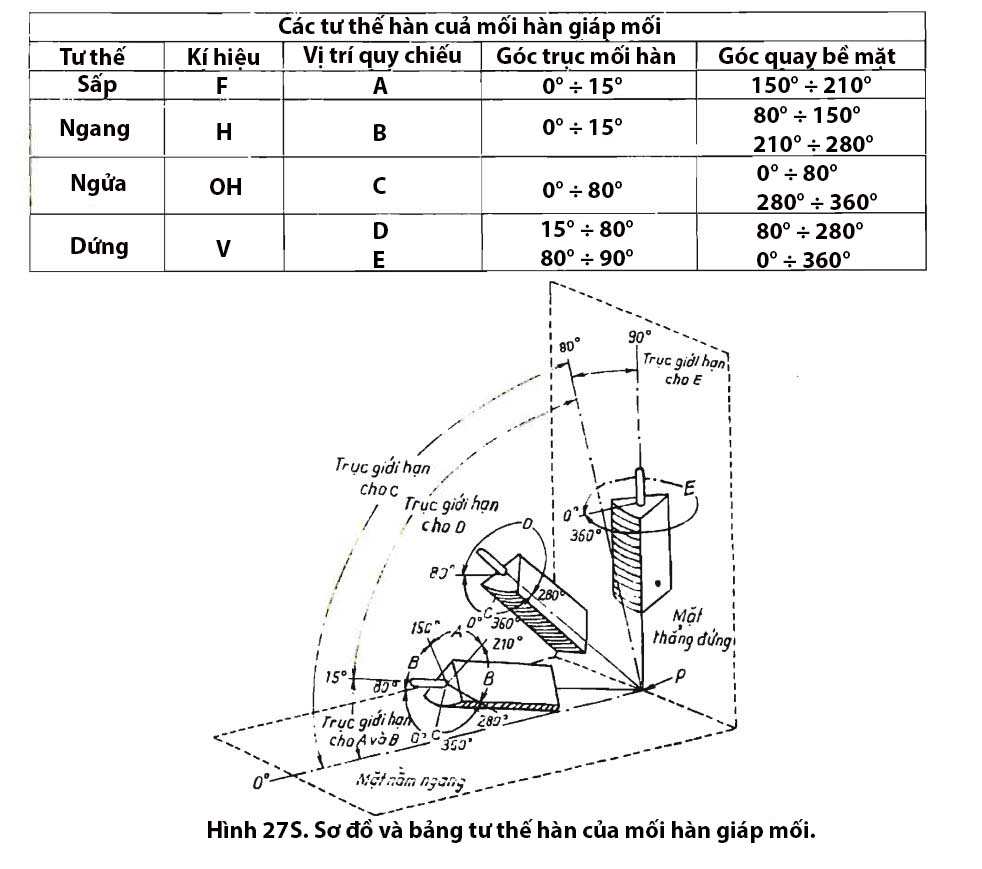
Để hạn chế phản ứng ôxy hóa và bổ sung thêm các nguyên tố bị cháy, khi hàn trong môi trường khí bảo vệ CO₂ người ta sử dụng dây hàn được hợp kim hóa thêm mangan và silic.
Thành phần cacbon trong dây hàn cần phải nhỏ, nếu không sẽ xẩy ra khả năng tạo thành các rỗ khí và các vết nứt nóng trong kim loại mối hàn. Nitơ có trong vùng hàn, tác động với ôxy của CO₂ tạo thành ôxyt nitơ không tan trong kim loại.Chuẩn bị kim loại để hàn và lắp ghép các liên kết hàn
a) Chuẩn bị kim loại dể hàn gồm ba nguyên công:
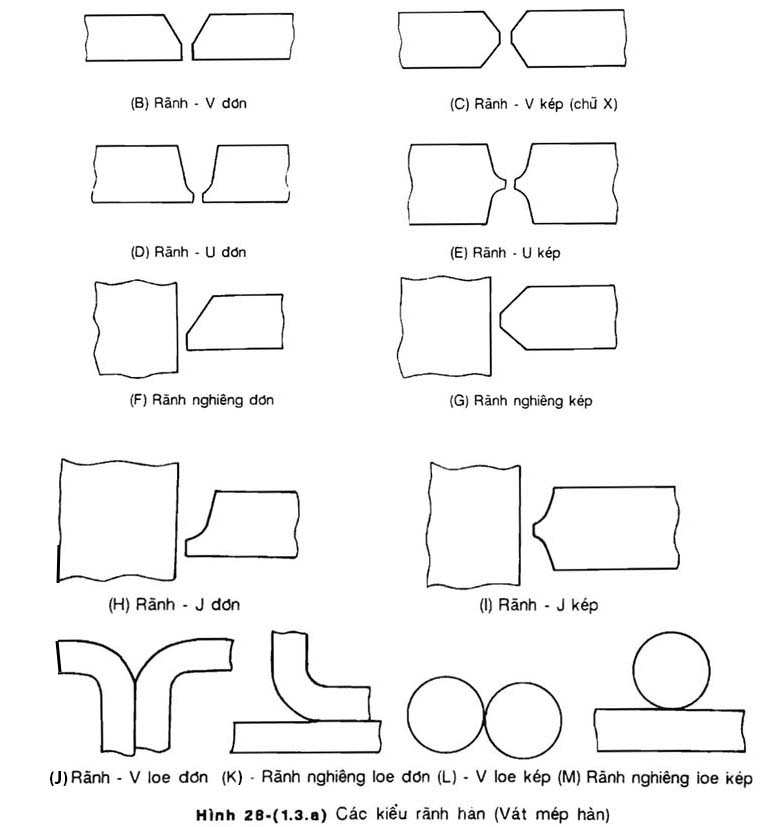
Chuẩn bị chi tiết.Chuẩn bị mép hàn hình 28- (1.3a)
Làm sạch mép hàn.
Hai nguyên công đầu có thể được tiến hành bằng gia công cơ khí hoặc cắt bằng ôxy - axetylen.
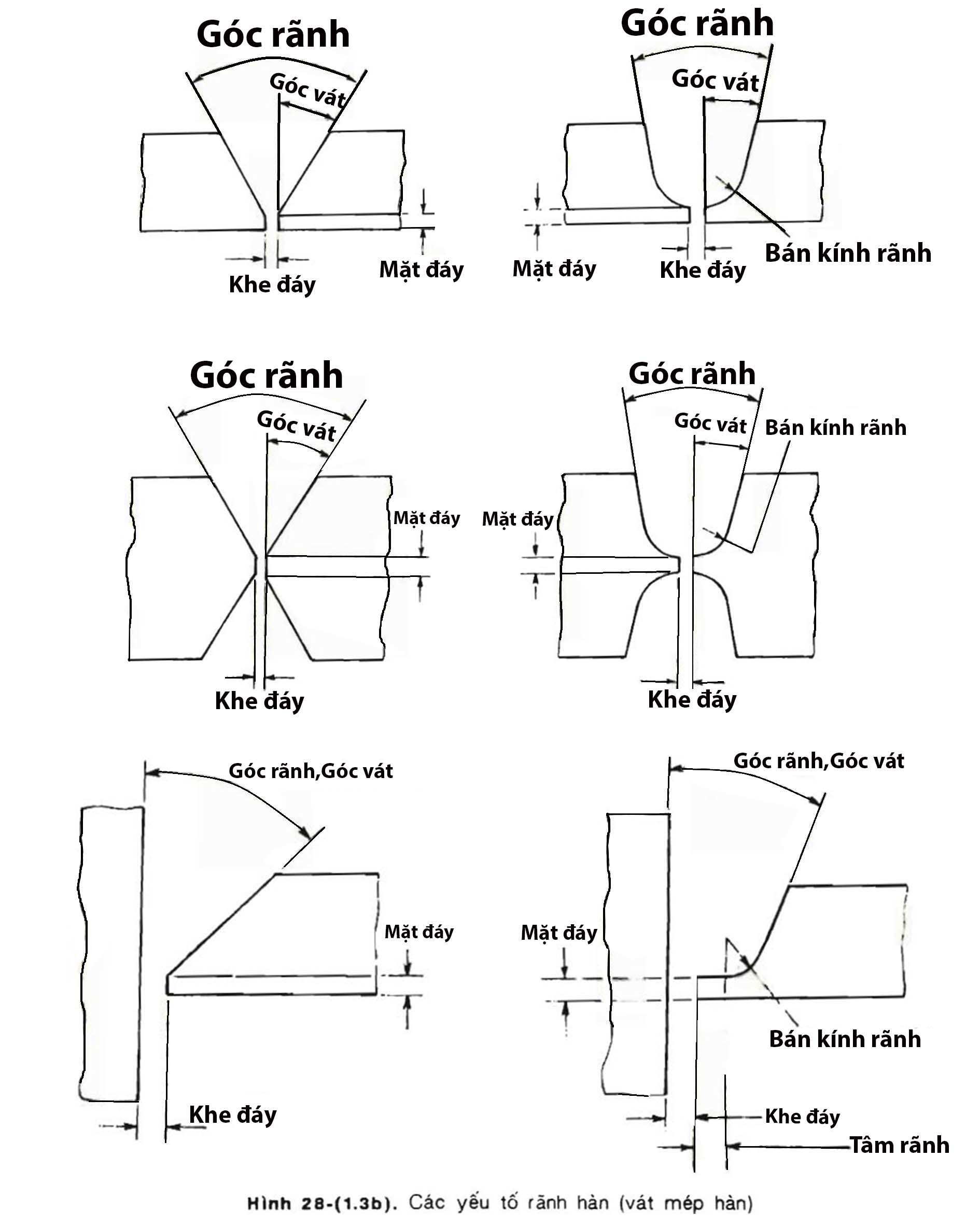
Hình 28-(1.3.a) giới thiệu các dạng chuẩn bị mép hàn và hình 28-(1.3,b) giới thiệu các yếu tố kích thước của rãnh.
Bề mặt tiếp xúc của mép hàn và vùng kim loại lân cận trong khoảng 25 - 30 mm trước khi hàn phải được làm sạch hết dầu mỡ, sơn, gỉ, nước và các chất bẩn khác. Nếu không mối hàn có thể bị rỗ. Một lớp gỉ mỏng ở mép hàn không ảnh hưởng lớn đến chất lượng mối hàn.
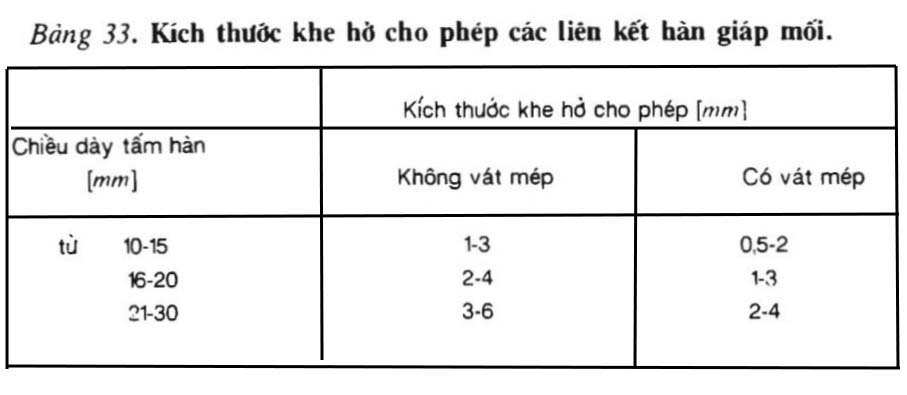
b) Lắp ghép. Khi lắp ghép phải đặc biệt chú ý đến khe hở cho phép trong bảng 33.
Ở thời điểm đầu khi hàn, khi kim loại còn chưa đủ nóng có thể xảy ra hiện tượng không ngấu. Ở cuối mối hàn có thể tạo thành các rổ khí và nứt co. Vì vậy khi hàn cần phải bắt đầu hàn ở các tấm đệm công nghệ.
Tính hàn của thép kết cấu
Tính hàn là khả năng của kim loại hoặc hợp kim cho phép hình thành mối hàn bằng các công nghệ hàn thông thường, thích hợp để mối hàn đạt được các tính chất cần thiết, đảm bảo độ tin cậy của liên kết hàn khi làm việc.Do vậy chỉ tiêu để đánh giá tính hàn là sự cần thiết phải nung nóng, gia công nhiệt thép khi hàn. Tính hàn được đánh giá theo các kết quả hàn các mẫu thử đặc biệt trong các điều kiện hàn nhất định. Thép cacbon thấp có tính hàn tốt đối với các phương pháp hàn khác nhau. Khi hàn thép cacbon trung bình và cao trong mối hàn và vùng lân cận mối hàn có thể tạo thành các vết nứt.
Khi hàn đa số các thép hợp kim cao (đặc biệt là thép crôm) thường xuất hiện các khó khăn do việc cháy cacbon và các nguyên tố hợp kim, sự tạo thành các vết nứt, v.v. Khi hàn các thép này phải nung nóng trước và trong khi hàn; sau đó xử lý nhiệt bằng các biện pháp đặc biệt với từng loại thép. Bằng cách hàn và thử nghiệm các mẫu hàn người ta chọn chế độ hàn cho từng loại thép cụ thể.
